Manifold injection molding is essential for the plastic injection molding process, driving faster cycle times, reducing material waste, and ensuring part consistency. Without properly integrated manifolds, mold makers and plastic part manufacturers will inevitably face unbalanced flow paths, rising scrap rates, and costly downtime.
This guide explores the two primary types of manifolds, alongside key design factors to prevent defects. Whether you are looking for a new mold supplier or evaluating a plastic injection part project, this article provides the selection criteria for your needs.
Hot Runner Systems vs. Water Manifold Systems
To understand manifold systems, it helps to divide them into two distinct jobs:
- Managing the melt
- Managing the mold temperature
While they handle different materials, both are critical for high-quality injection molding.
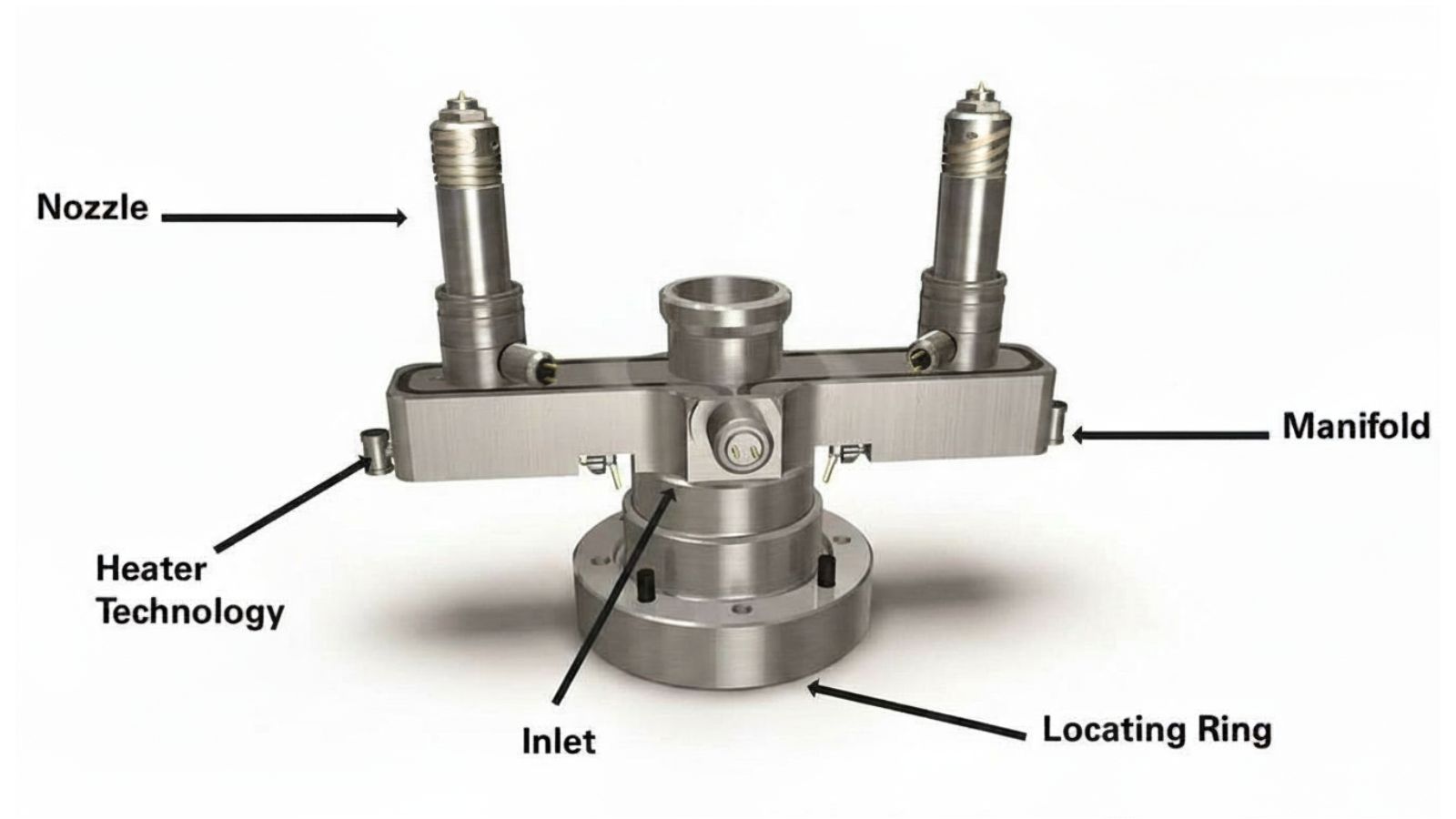
Managing the Melt: How a Hot Runner Manifold Works
A hot runner system is a heating system that consists of a heated manifold and individual nozzles. It uses embedded cartridge heaters and thermocouples to maintain precise temperatures.
Because it is thermally isolated from the cooler mold plates, the manifold doesn’t overheat, protecting thermoplastic, resin, or polymer from degradation and blocking channels.
Managing the Temperature: How Water Manifolds Work
If hot runners deliver the plastic, water manifolds handle the thermal recovery. They route chilled water from a cooling tower or chiller into the mold’s internal passages, absorb the heat from the molten plastic, and collect the warmer return water.
This technique maintains consistent pressure and flow across all ports, which guarantees uniform mold cooling. To make shop floor operations faster and safer, modern water manifolds are typically color-coded (blue for cold supply, red for warm return). This simple visual cue drastically reduces hookup errors during rapid mold changeovers.
A Quick Comparison
|
Feature
|
Hot Runner Manifold
|
Water Manifold
|
|---|---|---|
|
Primary Function
|
Keeps liquid plastic flowing to cavities
|
Regulates mold cooling/heating
|
|
Media Handled
|
Molten Resin
|
Chilled or Heated Water
|
|
Impact on Waste
|
Zero runner waste
|
Minimal Impact
|
|
Placement
|
Inside the mold tool
|
Exterior (mold, machine, or chiller)
|
Hidden Cost of Poor Manifold Integration: Flow Imbalance and Defect Risks
Manifold systems act as the central point for both material delivery and thermal regulation inside an injection mold. When a mold manufacturer lacks the ability to integrate such a feature into its molds, there would be uneven flow paths.
This unbalanced physics leads to some cavities filling faster or cooling at different rates than others, which is the cause for four common defects:
- Short shots: Under-filled cavities due to insufficient pressure at the end of the flow path.
- Flash: Excess plastic seeping out of over-pressured cavities near the inlet.
- Warpage: Parts bending or distorting after ejection caused by uneven cooling rates.
- Dimensional variation: Inconsistent part sizes across a multi-cavity mold.
The ROI of High Quality Manifolds: Throughput and Waste Reduction
The performance of a manifold system shows up directly in scrap rates, cycle times, and production volume. These are measurable outcomes that affect the bottom line of any plastic injection molding operation.

Reducing Scrap and Improving Part Uniformity
Hot runner systems eliminate the solid runner that cold runner molds produce with every shot. This alone can reduce material waste by 10 to 30 percent depending on part size and runner geometry.
Beyond material savings, balanced manifold systems improve part quality by delivering consistent fill across all cavities. Uniform filling reduces:
- Weight variation between parts
- Surface defects like flow lines and weld marks
- Dimensional inconsistency within a single shot
Shortening Cycle Time Without Sacrificing Stability
Faster cycle times come from two sources:
- Hot runners remove the need to cool and eject a solid runner, saving seconds per cycle.
- Water manifolds with proper flow balance cool the mold evenly, allowing the part to solidify faster without warpage.
Even a one-second reduction in cycle time can translate to thousands of additional parts per week in a high-output injection molding system.
Why Hot Runners Matter in High Volume Plastic Production
For high volume production, hot runner systems pay for themselves quickly. The upfront investment in a hot runner manifold is offset by:
| Benefit | Impact |
|---|---|
| No runner waste | Lower material cost per part |
| Faster cycles | Higher output per shift |
| Less post-processing | Reduced labor for trimming and regrind |
| Consistent quality | Fewer rejected parts |
Hot runners are standard equipment in industries like automotive, packaging, and medical devices where millions of identical parts must be produced reliably.
Installation, Monitoring, and Maintenance
Well-designed manifold assemblies need correct installation and proper maintenance to perform well. After recieving the molds from suppliers, injection molders should follow standardized procedures that cover hookup, monitoring, and service intervals.
Hoses, Connections, and Leak Prevention
Water manifold setups rely on hoses to connect manifold ports to the injection mold’s cooling passages. Common connection types include NPT fittings, quick-connect couplings, and hose barbs.
Leak prevention starts with proper sizing. Hoses that are too small restrict flow, connections that are over-tightened crack fittings. Engineered manifolds with color-coded ports and consistent spacing reduce hookup errors and keep hoses organized and off the shop floor, which also improves workplace safety.
Using a Flow Monitor to Verify Cooling Performance
A flow monitor installed on each manifold circuit provides real-time data on water flow rate, pressure, and temperature. This makes it possible to detect problems before they affect part quality.
Common issues a flow monitor can catch:
- Blocked or restricted cooling lines from scale buildup
- Low flow rates caused by a failing pump or closed valve
- Temperature drift indicating a chiller malfunction
Automated alarm systems can alert operators when parameters fall outside preset ranges, preventing defective parts from reaching downstream processes.
Planning for Service and Mold Changeover
Mold changeover is a frequent event in custom molding shops. Manifold assemblies that use quick-connect fittings and standardized port layouts speed up tool changes significantly.
Maintenance schedules should include periodic inspection of seals, valves, and hose connections. Hot runner manifolds require cleaning and heater checks at intervals based on resin type and production hours. Water manifolds need descaling when mineral deposits restrict flow.
A Buyer’s Guide to Specifying and Evaluating Manifold Systems
Selecting the right manifold system requires aligning your production goals with strict engineering standards. As a tooling buyer, you must specify the right configuration upfront and rigorously evaluate the mold maker’s design during the DFM (Design for Manufacturability) review.
Step 1: Match the Configuration to Your Production Goals
Before reviewing designs, narrow down your manifold architecture based on volume, resin type, and budget.
- Standard Catalog Manifolds: Cost-effective with short lead times. Ideal for mid-volume runs and standard cooling requirements.
- Custom-Built Manifolds: Necessary for high-temperature resins (300°F+), unconventional cooling layouts, or direct-to-tool mounting.
|
Project Scope & Volume
|
Recommended Manifold Strategy
|
|---|---|
|
Low-Volume / Prototypes
|
Cold runner system + Standard water manifolds
|
|
Mid-Volume / Moderate Complexity
|
Standard hot runner + Quick-connect water manifolds
|
|
High-Volume / Tight Tolerances
|
Custom hot runner (independent zones) + Custom direct-mount cooling + Flow monitoring
|
|
High-Mix (Frequent Mold Changes)
|
Quick-connect, color-coded water manifolds to slash changeover downtime
|
Step 2: Demand These 3 Design Factors During DFM
Once the configuration is set, the manifold’s internal engineering will dictate the lifespan of your mold. It is recommended to verify how the supplier handles these three critical factors:
- A “Naturally Balanced” Flow Path: The distance from the central inlet to every single nozzle must be exactly equal in length and diameter. This prevents uneven filling and inconsistent part weights.
- Independent Thermal Control Zones: Every nozzle zone must have its own cartridge heater and thermocouple so as to avoid creating cold spots (blocked gates) and hot spots (burnt resin).
- Premium Material and Pressure Ratings: Hot runner manifolds must be machined from high-grade tool steel or alloys to eliminate the risks of internal leaks and premature tooling failure.
Step 3: Ask the Right Questions Before Ordering
Finally, ensure the supplier can support the tool long-term. Clarify these operational details before issuing a purchase order:
- Are replacement parts (seals, heaters, thermocouples) readily available off-the-shelf, or are they proprietary with long lead times?
- Can the supplier provide simulated flow data for this specific port configuration?
- What is the specific temperature and pressure rating of the manifold material?
Matching the manifold system to your production environment and holding suppliers to high design standards ensures part quality stays high. Handled correctly, manifolds shift from being a hidden tooling cost to a long-term competitive advantage.






{kind=link}
{kind=link}