Custom Injection Molding Services
From initial production runs to high-volume injection molding, our engineering team develops the tooling and process around your part geometry, material, quality requirements and forecast demand.
Send your 2D/3D drawings, material, quantity and quality requirements for a project review and quote.

Custom Plastic Injection Molding Manufacturer in China
Founded in 2008, Moldie is a plastic injection molding manufacturer and mold maker supporting OEM and ODM projects. Our plant covers more than 3,000 square meters. Moldie obtained IATF 16949 certification in 2025 and supports automotive mass production. By combining mold engineering and molding in one project team, we address cooling, venting, ejection, material shrinkage and production stability before tooling is approved.
Moldie’s custom plastic injection molding service supports initial production, repeat orders and high-volume programs. For contract injection molding, the mold steel, cavity count, runner system, expected mold life and inspection plan are defined around the annual demand. This gives customers a clear basis for comparing plastic injection molding companies and avoids quotations based on different tooling assumptions.
Plastic Injection Molding Services
- DFM and Moldflow analysis:parting line, draft, wall thickness, gates, runners, cooling, ejection, weld lines, sink marks and warpage.
- Mold design and manufacturing:single-cavity, multi-cavity, hot-runner, stack and two-shot molds matched to resin, volume and required mold life.
- Sampling and inspection:trial molding, dimensional reports and corrective work before customer approval.
- Production:low- and high-volume injection molding with project-specific material, process, inspection and packaging controls.
- Secondary operations:pad printing, laser engraving, threaded inserts, mold texturing, selected surface treatments and assembly.
Moldie also operates a 1,900-ton two-component cube injection molding machine for automotive lighting and other multi-material applications. Final machine and tooling specifications are confirmed after technical review.
Design for Stable Production
Before mold construction, our engineers review wall thickness, draft, ribs, bosses, undercuts, gate position, cooling, ejection, shrinkage and critical tolerances. Moldflow analysis can identify filling risks, weld lines, sink marks and likely warpage. Resolving these items before machining reduces mold changes and helps establish objective dimensional and cosmetic acceptance criteria.
From Design to Injection Molding Production

- Review and quotation. Confirm CAD files, resin, annual volume, tolerances, appearance, inspection and delivery requirements.
- DFM and mold design. Resolve manufacturability risks and approve the mold structure before machining.
- Toolmaking and trial. Manufacture the mold, run trial parts and inspect them against the approved drawing.
- Correction and approval. Adjust the tool or process where required and submit updated samples.
- Production and delivery. Run approved parts with the agreed finishing, assembly, inspection and packaging controls.
Materials and Applications
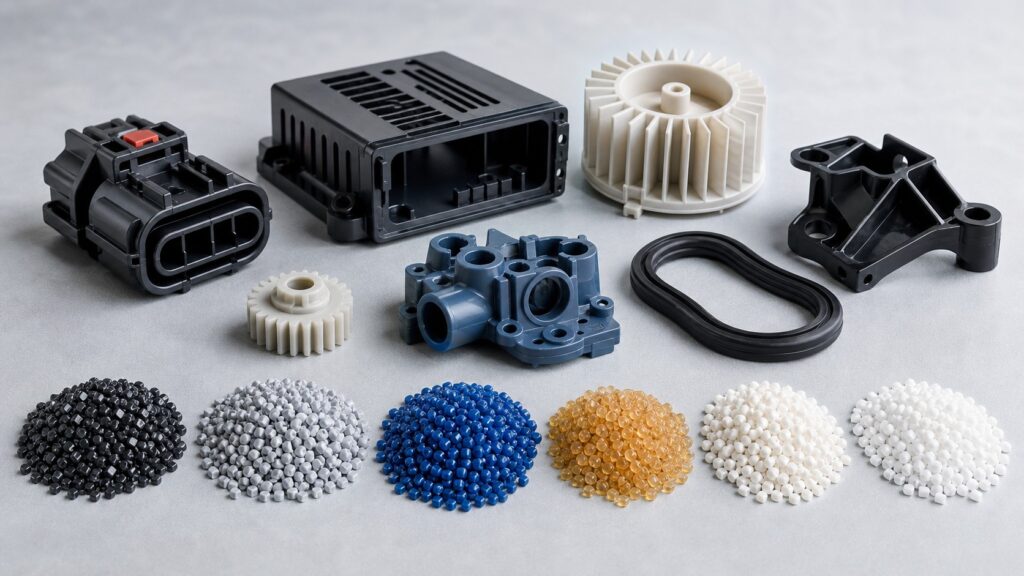
Common materials include ABS, PP, PC, PA/nylon, POM, PE, PBT, PPS, PEEK, TPE, TPU and TPV, including filled and colored grades. Material selection is based on strength, temperature, chemical exposure, dimensional stability, appearance and cost.
Custom plastic injection moulding applications include automotive and lighting parts, electronic housings, connectors, appliance parts, consumer products, industrial plastic molding, construction components, coffee machine parts, crates and thin-wall products.
Quality Control

Moldie’s quality department uses two high-precision coordinate measuring machines and 3D scanning equipment. More than 30 engineering and technical personnel support design, simulation, mold construction, trials and inspection. Quality plans can include first article inspection, dimensional reports, CMM measurement, 3D scanning, appearance checks and in-process monitoring.
Moldie states that a full-dimensional report can be issued within three days after a product trial and a 3D scan report within two days. Confirm the inspection plan, sample size, report format and acceptance criteria during quotation.
Why Choose Moldie?
- Manufacturing experience since 2008 and an integrated plastic injection molding factory in Ningbo.
- Mold design, toolmaking, plastic injection molding services, inspection, finishing and assembly.
- More than 30 engineering and technical personnel plus IATF 16949 certification.
- Support for initial production and high-volume injection molding programs.
FAQs
Is Moldie a mold maker or an injection molding manufacturer?
Both. Moldie provides mold design and manufacturing as well as plastic injection moulding services, sampling, inspection, finishing and assembly.
Why source injection molding in China?
Injection molding in China can combine engineering, tooling and production resources. Moldie provides China injection molding services from Ningbo; buyers should verify technical capability, quality controls and project scope before ordering.
Can Moldie support high-volume production?
Yes, subject to technical review. Tool steel, cooling, cavity count, machine selection, process stability and maintenance must match the expected production volume.
What affects a custom injection molding quote?
Part size and complexity, resin, cavities, mold life, tolerances, surface finish, inspection, order quantity and delivery requirements all affect cost. Complete project information allows plastic injection molding manufacturers to quote the same scope.
How long does a project take?
Timing depends on part complexity, mold type, cavities, material, inspection and sampling rounds. Moldie confirms the schedule after reviewing the complete requirements.
Which plastic materials can Moldie process?
Common options include ABS, PP, PC, PA, POM, PE, PBT, PPS, PEEK, TPE, TPU and TPV. The final grade is selected according to strength, heat, chemical exposure, dimensional stability, appearance and cost.
How should buyers compare injection molding manufacturers?
Compare the same technical scope: mold steel, cavities, runner system, expected mold life, trial stages, dimensional reports, production volume, maintenance and delivery responsibilities. This is more reliable than comparing tooling prices alone, whether the supplier is a large plastic injection molding factory or one of several specialist custom injection molders.