Micro injection molding, as a manufacturing technique for high‑precision plastic injection, is able to produce intricate plastic parts at the micron scale for high‑volume production. Today in this blog, we will guide you through key aspects of micro molding for a deeper understanding of how exactly it benefits your project.
Fundamentals of Micro Injection Molding
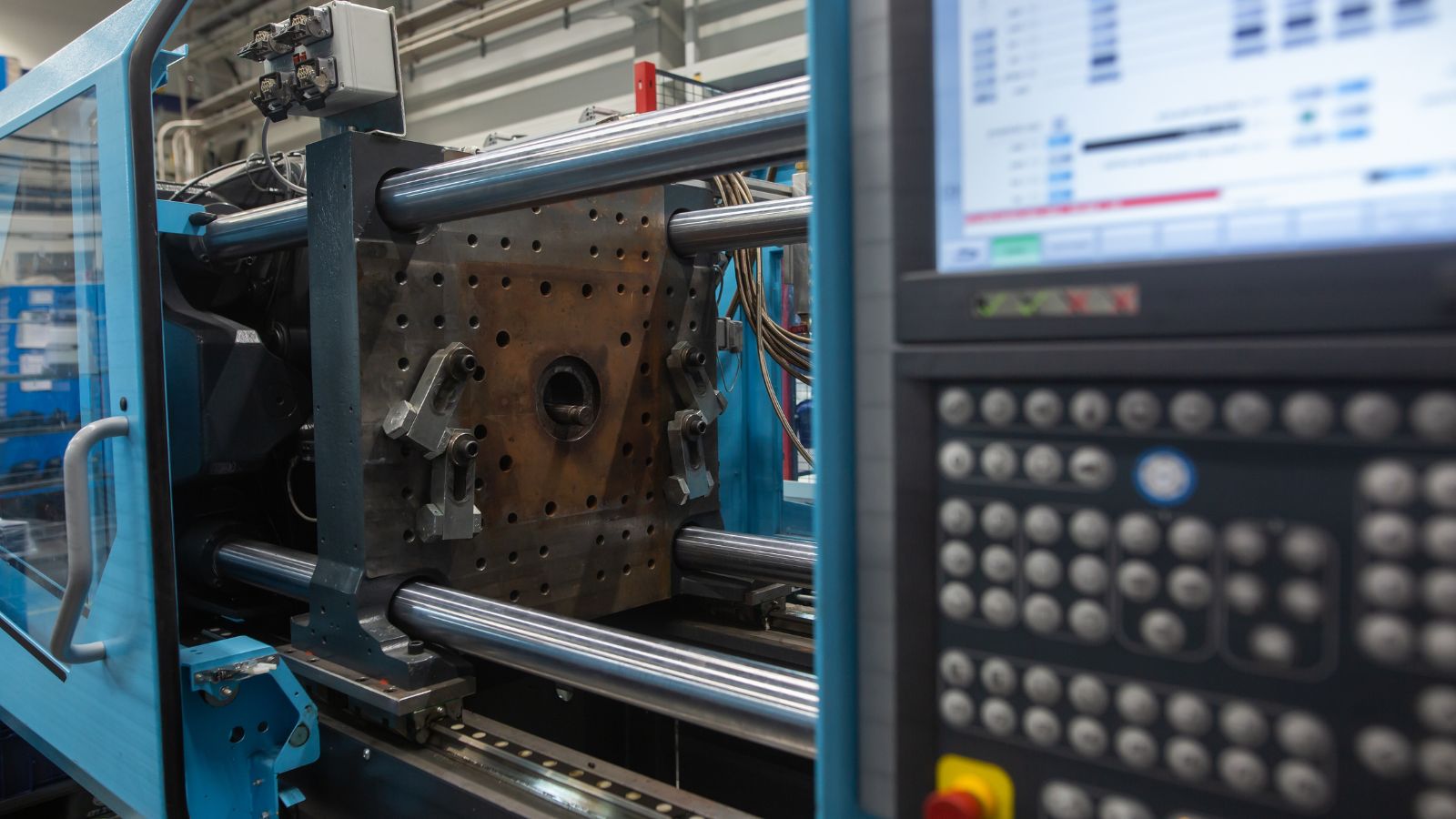
Micro injection molding focuses on producing extremely small plastic parts with high accuracy and repeatability. It relies on precise control of material flow, tooling, and machine movement.
What Defines Micro Injection Molding?
Micro injection molding (also called micromolding or micro molding) targets components that often weigh less than one gram and may fall into the milligram range.
The micro injection molding process centers on accuracy at very small shot sizes. Some systems inject volumes below 0.1 cm³, which demands tight control over temperature, pressure, and injection speed. Even minor changes can affect part quality.
Key defining traits include:
- Very small shot weights, often under 1 gram
- Features measured in microns
- Tight tolerances in single-digit micrometers
- Dedicated micro injection molding machines
Manufacturers use specialized tooling and high-resolution injection units to handle these small volumes. They also rely on strict material drying and handling procedures, since moisture or viscosity changes can cause defects at this scale.
Critical Differences From Traditional Injection Molding
Traditional injection molding handles larger parts with wider process windows, while micro injection molding operates within much narrower limits.
In traditional injection molding, small variations in clamp force or injection speed may not affect part function. In micro molding, even slight machine movement errors can create flash, short shots, or blocked micro features.
Micro injection molding also uses smaller molds, shorter material flow paths, and faster machine movements. These factors improve control but demand strict alignment and maintenance.
The process becomes its own discipline, not just a scaled-down version of traditional injection molding.
Materials for Micro Components
High-performance polymers support demanding micro components used in medical, electronic, and industrial devices. These thermoplastics must flow into thin walls and micro-scale details without degrading.
PEEK (polyether ether ketone): It offers high strength, chemical resistance, and heat stability. It works well for implantable or high-temperature parts, but its higher melt viscosity can limit flow in ultra-thin sections.
LCP (liquid crystal polymers): This material provides very low melt viscosity and excellent material flow. They fill long, thin geometries with less flash and minimal warpage. This makes LCP a strong choice for micro connectors and fine-pitch electronic parts.
Other common materials include PA (nylon), PPS, PC, and PMMA. PA offers toughness but can absorb moisture, which affects dimensions. PPS delivers heat and chemical resistance with stable shrinkage. PC provides impact strength, while PMMA supports optical clarity for micro lenses and light guides.
Micro Injection Molding Process Flow
The micro molding process follows a strict sequence where every stage—from tool construction to final inspection—is optimized for shot size control and dimensional accuracy.
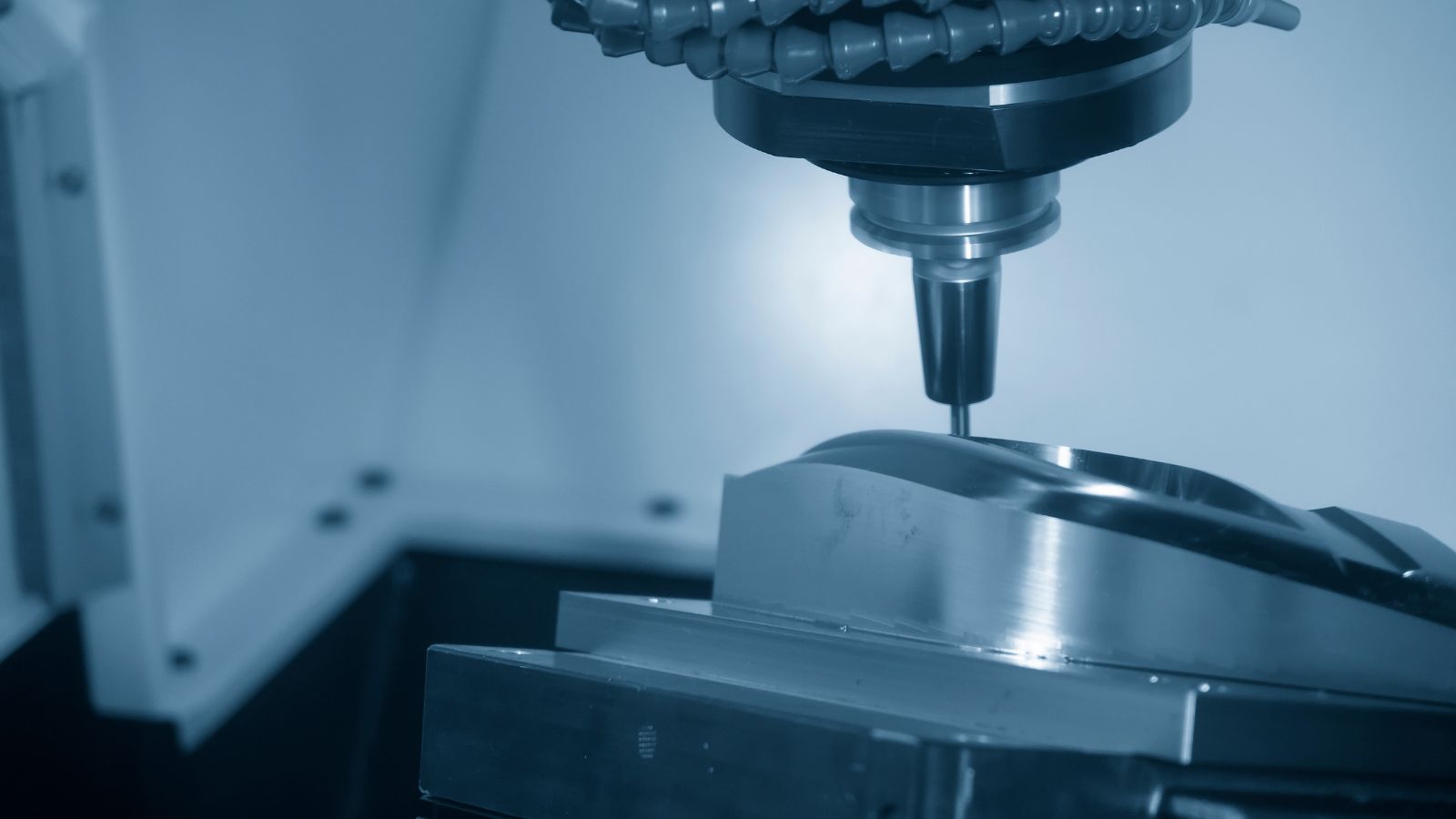
Micro Tooling and Mold Design
Micro molds require extreme precision and are typically built from hardened tool steel or nickel alloys using micro-milling or EDM. To ensure a stable process, the cavity volume must perfectly match the expected shot size. Designers usually prioritize:
- Uniform Wall Thickness: Prevents uneven cooling and internal stress.
- Venting & Gating: Critical for reducing pressure loss and trapped air. Engineers use valve gates for minimal vestige, tunnel gates for automatic degating, or film gates for flat parts.
- Thermal Control: Integrated cooling channels and wear-resistant inserts prevent warpage and parting-line misalignment.
Precision Injection and Cavity Filling
During the injection stage, a high-resolution plunger or screw feeds the molten material into the mold. Because the filling phase happens in milliseconds, high injection speeds and stable cavity pressure are required to reach thin walls and micro-scale features.
- Real-Time Monitoring: Advanced systems track cavity pressure to ensure repeatability and reduce short shots.
- Process Optimization: Operators fine-tune melt temperature and packing pressure to maintain a narrow processing window.
Cooling, Ejection, and Quality Control
While micro parts cool quickly, the risk of warpage also increases. In order to prevent such defects, the ejection system must be meticulously designed—often using specialized pins, vacuums, or air assists—to remove delicate parts under uniform temperature control.
- Micrometer-Level Inspection: Technicians use high-magnification systems to verify single-digit micrometer tolerances.
- Repeatable Production: By tracking key process parameters for every run, manufacturers ensure consistent quality across high-volume batches.
Applications and Industry Use Cases
Manufacturers use micro injection molding to produce micro-sized components with tight tolerances and repeatable quality. Industries rely on it when they need small plastic components with complex geometries in high-volume production.
Automotive and Industrial Micro Parts
Automotive and industrial sectors use micro injection molding for durable high precision parts that operate in tight spaces. Examples include:
- micro gears
- small actuators
- clips
- sensor housings
- and more …
Modern vehicles contain many compact electronic modules that may use small plastic components to secure wires, seal connectors, or guide moving parts.
Similarly, industrial equipment also uses micro components in pumps, valves, and control systems. Some parts include fine teeth, thin ribs, or small internal features that would be difficult to machine at scale.
The process supports high-volume production while maintaining repeatable quality. This balance of precision and efficiency makes it suitable for miniaturization across automotive and industrial applications.
Medical and Healthcare Devices
Medical companies depend on micro injection molding for precise micro components used inside the body or in direct contact with patients. These include:
- catheters
- drug delivery devices
- medical device housings
- surgical tool parts
- etc.
Many of these micro parts weigh less than a gram and include features measured in microns. For example, catheter tips may contain tiny channels and thin walls that control fluid flow. Even a small defect can affect performance, so manufacturers maintain strict process control.
Material choice also matters. Biocompatible polymers and sterilizable resins such as PEEK or PPSU allow repeated sterilization or long-term implantation when required.
Electronics and Miniature Sensors
Electronics manufacturers use micro injection molding to create connectors, plugs, switches, and micro-optics for compact devices. These micro-sized components must fit into tight spaces on dense circuit boards.
Many connectors include very small pin spacing and thin insulating walls. The molding process must hold tight tolerances to ensure proper electrical contact and alignment. Even a slight flash can cause assembly issues.
Micro molding also supports parts used with MEMS sensors and other miniature systems. Housings protect sensitive elements while keeping overall device size small.
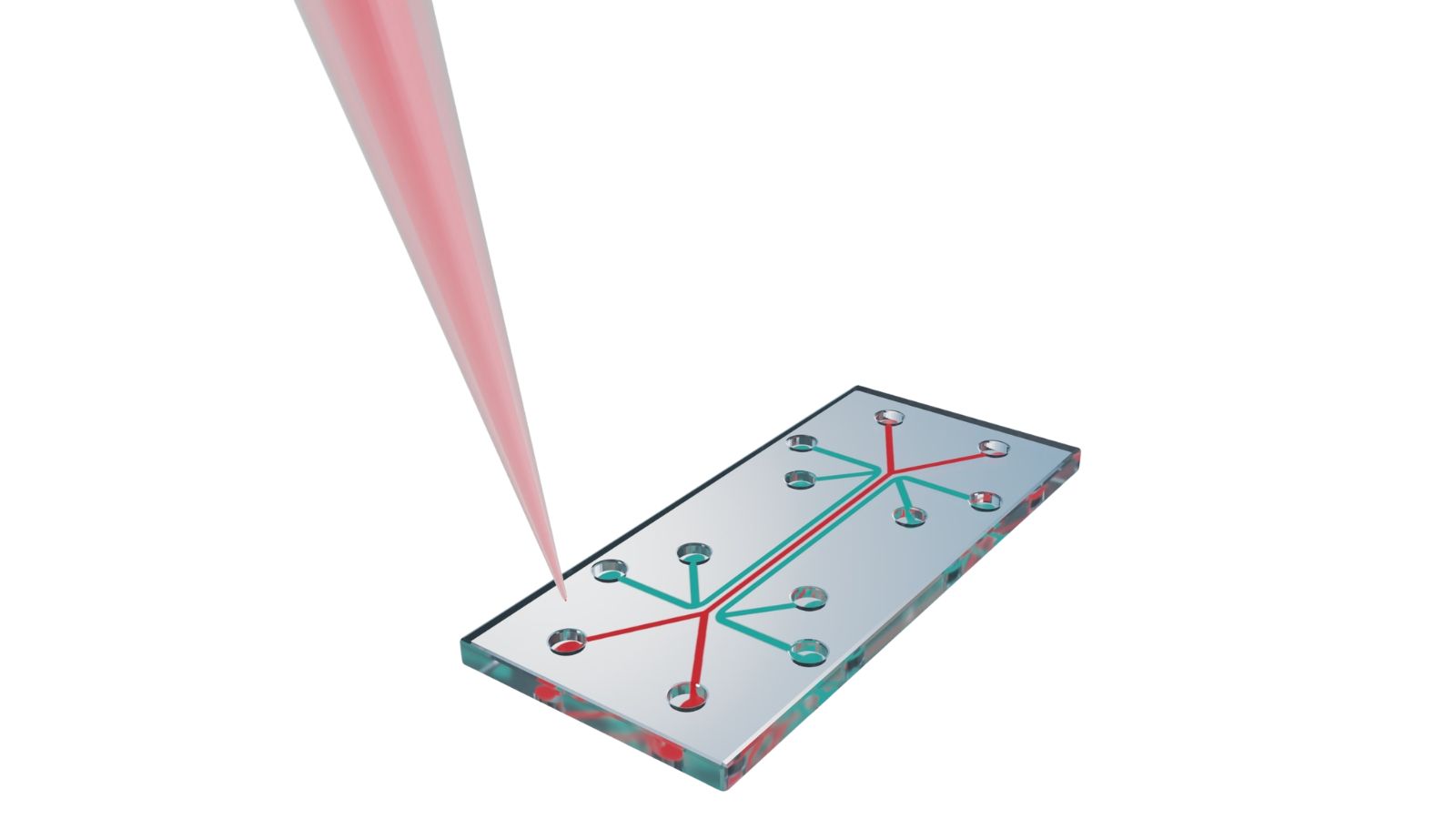
Microfluidics and Lab-on-a-Chip Systems
Both the healthcare and environmental testing industries rely on micro injection molding to manufacture microfluidic devices.
These components, such as lab-on-a-chip cartridges, feature precisely molded micro-channels, ports, and reservoirs designed to move microscopic drops of blood, reagents, or water samples. The molding process must replicate complex geometries with ultra-smooth surfaces to maintain accurate fluid control without disrupting the flow.
Because these are often single-use diagnostic products, micro molding provides the necessary balance of advanced automation, extreme precision and cost-effective, high-volume production.
Choose Moldie for Your Micro Injection Project
As global demand for smaller, smarter, and less invasive technologies continues to grow, the ability to manufacture at the microscopic level has become a critical competitive advantage.
Ready to transition your micro-scale prototype into reliable, high-volume production? Partner with Moldie today to leverage our deep expertise in complex polymer behavior, advanced tooling fabrication, and rigorous quality assurance protocols. Contact our engineering team now to secure your competitive advantage and bring your micro injection project to life!
Frequently Asked Questions (FAQs)
How long does it typically take to build a micro mold?
Because micro tools require specialized, high-resolution machining techniques like wire EDM and ultra-fine milling, tooling lead times can occasionally extend slightly beyond standard molds.
Is it possible to perform overmolding or two-shot molding on micro components?
Yes, micro overmolding or two-shot molding is entirely feasible and is frequently used to combine rigid and flexible materials, such as adding a soft sealing gasket to a rigid micro-connector housing.
However, this process is highly advanced and requires specialized rotary platens or robotic transfer systems to handle and align the microscopic sub-assemblies without causing damage or shifting.
What is the most common cause of budget overruns in micro molding projects?
Failing to engage in a thorough Design for Manufacturability (DFM) review early in the development cycle is the primary cause of cost increases.
When product designers do not account for the unique rheological (flow) behaviors of plastics at the micron scale, it often necessitates expensive, time-consuming tool modifications or even complete mold rebuilds after the first sampling phase. A responsible mold manufacturer such as Moldie can prevent this with early engineering collaboration and rigorous design validation.
Can recycled or regrind plastics be used in micro molding?
Generally, using regrind material is highly discouraged in micro injection molding. The precision required for these parts means that even microscopic impurities, degraded polymer chains, or dust particles introduced during the recycling process can easily block a micro-gate or compromise the structural integrity of a delicate feature. Virgin resin is almost always required to ensure process stability and part quality.






{kind=link}
{kind=link}