Injection molding is one of the most developed manufacturing techniques in modern industries. The number of its variants has been growing with the increasing demands of production. In this article, we will offer you a brief yet precise overview of the types of injection molding currently in use.
What Defines the Injection Molding
Injection molding is the act of using an injection molding machine to force a molten feedstock under pressure into a steel or aluminum mold cavity. After it solidifies into a part, it is ejected from the mold and the cycle repeats. A “type” of injection molding is defined by three levers working together: the mold architecture, the material system, and the processing method. Change any one and the economics and capability shift.
Core Types of Injection Molding Process
Standard Thermoplastic Injection Molding
As one of the most widespread versions of injection molding, standard thermoplastic injection molding uses common resins like ABS, polycarbonate (PC), polypropylene (PP), nylon (PA), and blends such as PC/ABS. It suits enclosures, brackets, bezels, appliance parts, anything with walls near conventional guidelines (about 2–4 mm for many resins) and moderate features.
The plastic injection molding offers the lowest per-part cost at volume, the widest material palette, and mature tooling practices. Family molds and hot runners help drive down waste. With optimized gating and cooling, cycle times are fast and repeatability is excellent. It’s usually the first stop unless geometry or performance pushes the team toward a specialty process.
Thin-Wall Injection Molding
Thin-wall molding targets parts thinner than conventional rules of thumb, often down to 0.4–0.8 mm, occasionally less, depending on resin and flow length. Think of smartphone housings, battery packs, and high-density consumer electronics where shaving off even one-tenth of a millimeter matters.
This process is characterized by higher injection pressures, higher injection speeds, and carefully balanced runner systems that push resin through long, slender flow paths. Molds need robust steel selection, polished flow channels, and aggressive venting. Machines require high-speed response and sufficient clamp tonnage to counter peak cavity pressures.
However, it also has some trade-offs: tooling is more complex, and the process window is narrower.
Micro Injection Molding
Micro molding makes parts measured in milligrams to grams with micro-scale features: microfluidic chips, tiny gears, catheter tips, or microscope-stage components. Gate sizes and shot volumes are tiny, and residence time control is critical to avoid material degradation.
This high-tech precision method is capable of carving out sub-100 µm features, tight tolerances, and ultra-consistent shot-to-shot dosing. Because of the intricacy of the process, its material selection leans toward stable, clean-room friendly resins (PEEK, PEI, PP medical grades). Tooling is expensive and delicate. But, when parts are tiny and volumes are high, no other method competes on repeatability and cost per piece.
Overmolding, Insert, and Multi-Shot
Overmolding
Overmolding builds one material onto another, commonly a soft elastomer over a rigid substrate, like the grippy overmold on a power tool handle. It improves ergonomics, sealing, impact damping, and aesthetics without assembly hardware.
Common Approaches:
- Two-stage overmolding: mold the rigid substrate first, then place it into a second mold for the soft overmold.
- In-mold overmolding: within a single tool that rotates or transfers the part between cavities.
Insert Molding
Insert molding involves encapsulating a pre-placed component, often metal, inside molded plastic. Typical inserts include threaded bosses, bushings, stamped contacts, magnets, or sensor housings. It replaces secondary assembly and improves joint strength and positional accuracy.
To start the product procedures, inserts are first loaded manually or via automation, held by features or vacuum, and then overpacked by resin. The tool must manage differential thermal expansion to avoid cracking or stress at the plastic–metal interface.
It’s ideal when the part needs localized mechanical strength or conductivity without full metal fabrication, like medical luer fittings with metal threads, automotive clips with steel wear surfaces, or connectors with embedded terminals.
Two-Shot and Three-Shot Molding
Multi-shot molding injects two or more materials (or colors) in sequence within the same cell and, often, the same mold. Rotary platens, core-back mechanisms, or indexing systems move the partially formed part to the next cavity automatically. They provide seamless bonds, clean color breaks, integrated seals, living hinges, or hard-soft combinations without manual handling. It also unlocks unique functionality, such as transparent windows molded with opaque bodies.
Gas-/Water-Assisted And Co-Injection
Gas-Assisted Injection Molding
Gas-assisted molding injects an inert gas (typically nitrogen) after resin fills the cavity partially. The gas forms hollow channels along thicker sections, pushing molten plastic materials toward the far ends and forming plastic parts with less sink, warpage, and weight. It also has some unique mold design requirements, because venting and gas pins must be engineered carefully.
It can produce a wide range of plastic products, including large handles, TV frames, furniture components, and under-hood automotive molding parts with thick ribs. It allows thicker cosmetic sections without sink marks and can reduce cycle time by removing mass that would otherwise need cooling.
Water-Assisted Injection Molding
Similar principle, different medium. Water-assisted molding injects water to create hollow sections, particularly suited to complex, long tubular shapes with bends, like automotive door handles, washer fluid lines, and appliance tubing.
This production process is known for faster heat removal (water cools quickly), smooth inner walls, and more consistent hollow cross-sections compared to gas in certain geometries. Tooling must handle water management, corrosion resistance, and precise drainage.
Co-Injection (Sandwich) Molding
Co-injection produces a skin–core structure: a high-performance or cosmetic skin encapsulates a different core resin. The core can be recycled polymer, barrier material, or a resin with tailored properties (e.g., a foamed core for stiffness-to-weight gains). It is best for material cost optimization without sacrificing appearance or regulatory contact layers. Food packaging often leverages barrier skins, and consumer goods may use recycled cores beneath a virgin skin for aesthetics and performance.
Elastomer, LSR, and Thermoset/RIM
Liquid Silicone Rubber (LSR) Injection Molding
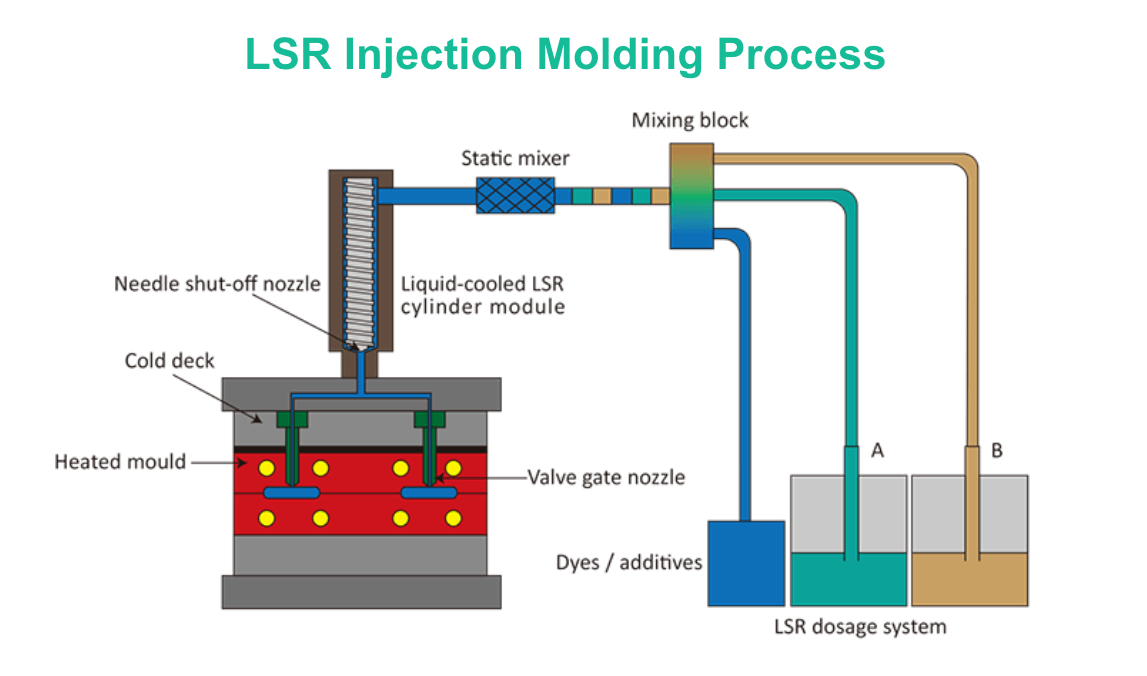
LSR molding uses two-part platinum-cured silicone systems metered and mixed at the press, then injected into a cold-runner mold where they cure in the heated cavity. Because LSR is a thermoset elastomer, it doesn’t remelt: it crosslinks and holds shape under heat.
LSR offers excellent chemical resistance, biocompatibility, wide service temperatures, and clean-room readiness. It is suitable for products like seals and gaskets, baby products, wearables, medical components, and optics-grade silicones for lenses.
TPE/TPV and Rubber Injection Molding
Thermoplastic elastomers (TPEs) and thermoplastic vulcanizates (TPVs) behave like rubber but process on standard thermoplastic presses, enabling recyclability and overmolding to rigid substrates. They’re common for grips, seals, bellows, and vibration isolators.
When true rubber is needed, nitrile, EPDM, fluoroelastomers, rubber injection molding cure the material in the mold. Cycle times are longer, and tooling must manage cure kinetics and venting of volatiles. Selection often hinges on chemical and temperature resistance targets.
Thermoset And Reaction Injection Molding (RIM)
Thermoset injection molding processes resins that cure irreversibly: phenolics, epoxies, and certain polyesters. Reaction Injection Molding (RIM) mixes low-viscosity reactive components (commonly polyurethane systems) and injects them into the mold, where they polymerize. It is used for large panels and housings, energy-absorbing bumpers, and structural components with integrated ribs. RIM excels for thick, large parts with lower internal stress and lower clamp forces due to the low initial viscosity.
As the nature of the materials determines, the scrap isn’t remeltable, and tool temperatures and cure cycles heavily influence throughput. For short runs of big parts, though, RIM often beats thermoplastic tooling in total cost.
Powder Injection Molding (MIM/CIM)
Metal Injection Molding (MIM)
MIM blends fine metal powders with a polymer binder to create a feedstock that can be injection-molded into complex shapes. After molding, parts undergo debinding to remove binder and sintering to densify the metal, typically achieving 95–99% theoretical density.
The strengths of this operation lie in its exceptional feature resolution for small, intricate metal components, gears, latches, hinges, surgical instruments, firearm components. MIM competes with CNC machining when volumes are high and geometries are hard to mill.
Ceramic Injection Molding (CIM)
CIM follows the same logic as MIM but with ceramic powders such as zirconia or alumina. It enables wear-resistant, electrically insulating, and high-temperature components with fine detail, nozzles, dental parts, and sensor insulators.
Conclusion
The extensive landscape of injection molding processes underscores a fundamental principle in modern manufacturing: choose the right tool for your specific case. The existence of so many variants proves that no single method is universally superior; rather, each represents a tailored solution.
Ultimately, the choice of a specific injection molding type is a strategic decision that transcends mere part geometry. To properly select the manufacturing process for your parts, you need to have all the influencing factors accounted for before making the decision. Alternatively, you can cooperate with a manufacturer and acquire assistance from industrial experts.
Frequently Asked Questions
What are the key cost drivers beyond the mold itself for these specialized processes?
While tooling is a major upfront cost, ongoing expenses are heavily influenced by the process. Key drivers include material waste (scrap from runners in standard molding versus no waste in hot runners), cycle time (longer cycles for thick parts or thermosets), secondary operations (debinding/sintering for PIM, part finishing), and the level of automation required.
Can these different molding processes be combined in a single part?
Yes, you can. In fact, hybrid approaches are a frontier of advanced manufacturing. For instance, a part could be created using gas-assisted molding to hollow out a thick section and then undergo a second operation for micro-molded features. Another example is using insert molding to place a metal component that is later overmolded with a soft-touch TPE. However, this often requires sophisticated production planning and multiple manufacturing cells.






{kind=link}
{kind=link}