What are Thermoforming and Injection Molding?
Let me explain it in a simple way that’s easy to understand.
When you look into creating plastic parts, you’ll come across two popular methods: thermoforming and injection molding. They have their unique paths in shaping plastic, and your choice depends on your project needs.
Thermoforming is like using a cookie cutter for plastics. You start with a plastic sheet, heat it until it’s soft, and then press it into a single-sided mold. The mold gives the sheet its new shape. Imagine draping a warm, flexible plastic over a shape and watching it take form—that’s your thermoforming process.
In contrast, injection molding is like filling an ice tray with water to freeze it into ice cubes. But instead of water, you use melted plastic pellets, and instead of an ice tray, you have a complex, double-sided mold. This process is ideal for making smaller, detailed parts like bottle caps and plastic toys on a large scale.
Here is a table for you to have a overall understanding:
| Feature | Thermoforming | Injection Molding |
|---|---|---|
| Process | Heating a plastic sheet until pliable, then forming it over a mold. | Melting plastic pellets and injecting them into a mold. |
| Materials Used | Typically uses thermoplastic sheets. | Uses thermoplastics and thermosetting plastics in pellet form. |
| Mold Complexity | Generally simpler molds; can be less expensive. | Can accommodate complex shapes, but molds are more costly. |
| Production Volume | Ideal for low to medium production volumes. | Suitable for high-volume production. |
| Cycle Time | Longer cycle times due to heating and cooling. | Shorter cycle times due to faster injection and cooling. |
| Surface Finish | Generally good, but may require additional finishing. | Excellent surface finish; can achieve detailed textures. |
| Applications | Commonly used for packaging, trays, and automotive parts. | Widely used for toys, containers, automotive parts, and medical devices. |
| Material Waste | More waste due to trimming excess material. | Less waste since the process is more efficient. |
| Initial Setup Cost | Lower initial setup costs for molds. | Higher initial setup costs due to mold complexity. |
Comparing Tooling Costs and Lead Times
Thermoforming is generally more economical in terms of initial tooling expenses. The molds used in this process can be made from less expensive materials, such as wood or aluminum, rather than the high-grade steel typically required for injection molds. This aspect makes thermoforming an attractive option for startups or projects with limited budgets.
Furthermoe, the molds used in thermoforming are usually single-sided. This design simplicity reduces manufacturing costs further, as it requires less complex machining and lower material costs. The single-sided nature also speeds up the mold-making process, allowing for quicker turnaround times for production.
Conversely, injection molding demands a higher initial investment due to the need for precision-engineered metal molds. These molds are often crafted from high-quality steel to ensure durability and precision, which significantly raises the upfront costs. This investment can be a deterrent for smaller projects or companies that do not anticipate high production volumes.
Despite the higher initial costs, injection molding is favored for high-volume production runs. The metal molds used in this process are designed to withstand extensive use, allowing for consistent production of high-quality parts over time. This durability means that, while the upfront costs are higher, the long-term cost per unit can decrease significantly as production volumes increase.
Lead Times for Production
Thermoforming offers a quicker set-up time, making it an ideal choice for businesses looking to bring their products to market rapidly, especially when dealing with smaller production runs or during the prototyping phase. In contrast, injection molding involves a longer preparation time due to the complexity of mold creation, which can delay the start of production. However, once the molds are established, injection molding excels in efficiency for large-scale production, as it can produce multiple parts per cycle, significantly enhancing output and reducing per-unit costs.
Comparing Thermoforming and Injection Molding Process
Thermoforming Production Process
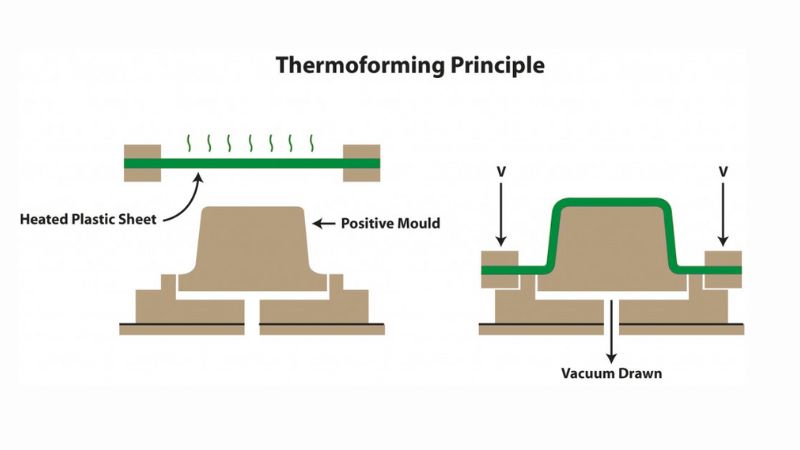
The selected thermoplastic sheet is heated using an oven or infrared heaters until it reaches its softening point, typically between 250°F and 400°F (121°C to 204°C). This heating process is crucial, as the temperature must be controlled to avoid degradation of the material.
Once the sheet is pliable, it is quickly transferred to a mold. There are various forming techniques, including:
- Vacuum Forming: A vacuum is applied to pull the heated sheet against the mold surface, ensuring a tight fit and detailed reproduction of the mold’s features.
- Pressure Forming: Compressed air or other means apply pressure to force the sheet into the mold, allowing for more complex shapes and finer details.
- Mechanical Forming: A mechanical device presses the sheet into the mold, which can be used for thicker materials.
After the sheet has conformed to the mold, it is cooled, typically using air or water, to solidify the shape. Cooling time can vary based on the material and thickness.
Once cooled, the formed part is removed from the mold and trimmed to remove excess material, often using cutting tools or die-cutting processes. Additional finishing processes, such as drilling, painting, or surface treatments, may be applied depending on the final product requirements.
Injection Molding Production Process
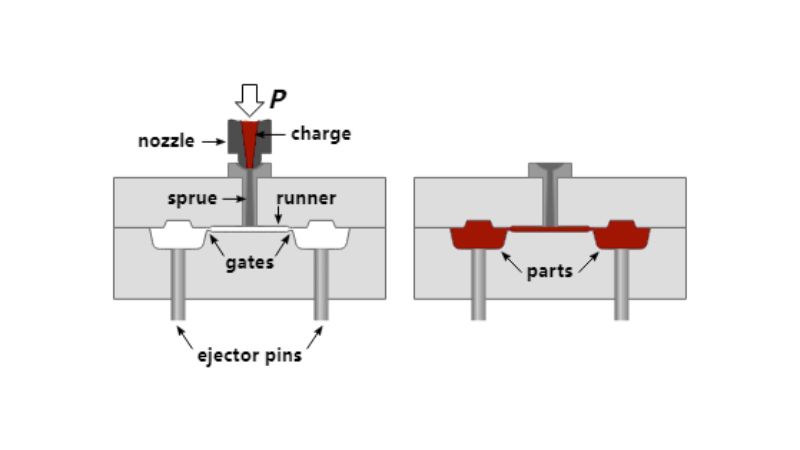
The pellets are fed into a hopper and then moved into a heated barrel through a screw mechanism. The screw both melts the material and injects it into the mold. The temperature in the barrel is carefully controlled, typically between 350°F and 500°F (177°C to 260°C), depending on the material.
The mold design includes considerations for cooling channels, ejection mechanisms, and vents to allow air to escape during injection.
Once the material is melted, it is injected into the closed mold under high pressure (up to 30,000 psi or more). The injection speed and pressure must be precisely controlled to ensure complete filling of the mold without defects such as short shots or air traps.
After injection, the material cools and solidifies within the mold. Cooling time is critical and can range from a few seconds to several minutes, depending on part thickness and mold design.
Once the part has cooled sufficiently, the mold opens, and ejector pins are used to remove the finished part from the mold. This step must be carefully managed to avoid damaging the part.
Materials and Applications
Plastic Selection for Projects
Different materials are suited for different manufacturing processes. Thermoforming often uses polyethylene and PVC (polyvinyl chloride), among others. These materials are heated and then formed over a mold. On the flip side, injection molding lets you use a wider variety of plastics, such as polycarbonate, which is known for being tough and resistant. Here’s a quick look at common plastics for each method:
- Thermoforming:
- Polyethylene: Known for its toughness and resistance to chemicals.
- PVC: Versatile and used in everything from medical applications to toys.
- Injection Molding:
- Polycarbonate: Tough and heat resistant, perfect for parts that need to last.
- Polyethylene: Also used in injection molding for different kinds of products.
Common Applications in Industries
The applications of thermoformed and injection molded parts vary widely. In your world:
- Thermoforming is great for:
- Packaging: Custom packages that need to be both sturdy and eye-catching.
- Automotive: Large parts like door panels that are bigger and not as complex.
- Injection Molding excels in:
- Automotive: Small and intricate parts that must be precise, like connectors.
- Medical devices: High-volume plastic parts that need to be strong and accurate.
At Modie, we are committed to providing expert guidance and support throughout the injection molding process. By leveraging our knowledge and other critical design considerations, we help our clients achieve superior results and drive innovation in their product development. For any questions or assistance with your injection molding projects, feel free to reach out to our team. Together, we can create efficient, high-quality solutions tailored to your specific needs.
Frequently Asked Questions
What are the pros and cons of thermoforming compared to injection molding?
Thermoforming shines in prototype development thanks to the rapid production of molds. It generally involves lower tooling costs, making it cost-effective for small production runs. On the downside, it produces more waste and offers less material strength. Injection molding, while having a higher initial tooling cost, is unmatched for large volume production of complex parts. The long-lasting, durable molds used in injection molding also lead to stronger finished products.
How do costs compare between thermoforming and injection molding?
Cost-effectiveness in thermoforming vs. injection molding largely depends on the quantity being produced. Thermoforming is less expensive for lower quantities because the molds are cheaper to make. However, as the order size increases, injection molding can become more cost-efficient despite the higher initial expense. This is because the per-part cost decreases significantly at high volumes.
In what scenarios is thermoforming a better choice than injection molding?
Thermoforming is often the better choice for larger parts and when time is a constraint, as it facilitates quicker prototype testing and development. It’s also preferred for shorter production runs where the high cost of injection mold tooling can’t be justified. Thermoforming provides a level of adaptability for designs that may change more frequently.
Can you explain the difference between thermoplastics in thermoforming and plastics used in injection molding?
Thermoforming uses sheets of thermoplastics that soften when heated and can be molded into shape. These include materials like PET, PVC, and polystyrene. Injection molding, in contrast, usually uses pellet form thermoplastics that are melted and then injected into a mold. Common materials for injection molding include ABS, polyethylene, and polycarbonate.
What limitations should be considered when opting for thermoforming?
The limitations of thermoforming include the reduced complexity of parts you can produce, as this method does not support intricate designs as well as injection molding. There’s also generally more material waste due to trimming, and the products made by thermoforming may not be as robust as those made through injection molding. It’s less suitable for very high volume production due to slower cycle times and the higher cost per part at scale.
What are the main types of thermoforming and how do they differ?
The main types of thermoforming are vacuum forming, pressure forming, and mechanical forming. Vacuum forming involves heating the plastic sheet and using a vacuum to draw it down onto the mold. Pressure forming also heats the plastic sheet, but uses pressure to push the material into more detailed molds for better definition. Mechanical forming uses physical force without the need for vacuum or pressure, which can be beneficial for certain applications. Each of these methods has its specific benefits and suitable use cases.






{kind=link}
{kind=link}