Stampo per pressofusione
I nostri ingegneri esperti sfruttano le più recenti tecnologie CAD/CAM e di lavorazione CNC per produrre stampi di alta qualità e durevoli, ottimizzati per la vostra applicazione. Offriamo servizi completi di progettazione stampi, tra cui analisi di producibilità, simulazione e prototipazione, per garantire prestazioni impeccabili. Grazie a attrezzature e competenze all'avanguardia, Moldie fornisce stampi per pressofusione complessi e con tolleranze ristrette, personalizzati in base alle vostre specifiche. I nostri stampi consentono una produzione rapida ed efficiente di componenti pressofusi di alta qualità in grandi quantità.
Contatta Moldie oggi stesso per iniziare il tuo progetto di stampo per pressofusione personalizzato.
Cos'è uno stampo per pressofusione?
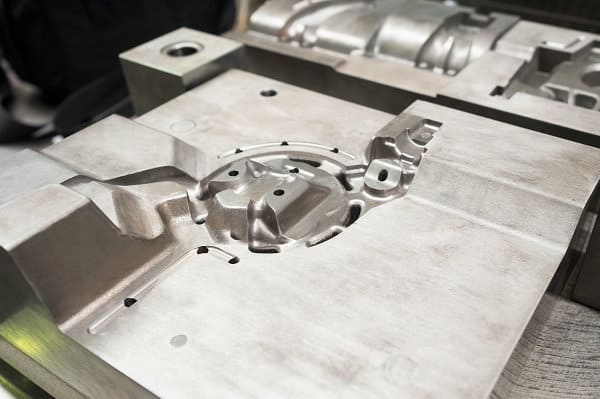
Uno stampo per pressofusione è uno strumento di precisione utilizzato per produrre parti metalliche tramite pressofusione, un processo di produzione efficiente in cui il metallo fuso viene iniettato ad alta pressione nella cavità dello stampo. Lo stampo è costituito da due metà: una fissa e una mobile. Una volta chiusa, la cavità tra le due metà forma la forma desiderata del pezzo fuso.
Gli stampi per pressofusione sono realizzati in acciaio per utensili o alluminio e possono produrre geometrie complesse con eccellente precisione, ripetibilità e finitura superficiale. Sono ampiamente utilizzati per produrre componenti metallici per l'industria automobilistica, aerospaziale e dei beni di consumo.
Progettazione di stampi per pressofusione
La progettazione di uno stampo per pressofusione richiede un'ingegneria avanzata per ottenere le tolleranze ristrette necessarie per fusioni di qualità. I fattori chiave della progettazione includono:
- Linee di separazione: La linea di separazione tra le due metà dello stampo deve consentire una facile espulsione del pezzo. Le linee di separazione vengono posizionate per evitare sottosquadri.
- Angoli di sformo: Tutte le superfici verticali devono presentare una leggera conicità (angolo di inclinazione) per facilitare l'espulsione. Gli angoli di inclinazione più comuni sono compresi tra 1 e 3 gradi.
- Sistema di espulsione: Perni e manicotti di espulsione sono incorporati nello stampo per spingere il getto solidificato fuori dalla cavità.
- Sistema di raffreddamento: Nello stampo vengono praticati dei canali per far circolare acqua o olio, in modo da estrarre il calore e solidificare rapidamente la fusione.
- Sistema di serraggio: I morsetti mantengono le due metà allineate sotto una pressione enorme durante l'iniezione.
- Sistema di cancelli e guide: Canali che trasportano il metallo fuso nella cavità.
Produzione di stampi per pressofusione
Stampi per pressofusione di qualità richiedono lavorazioni meccaniche e lucidature esperte per raggiungere una precisione micrometrica. Le fasi di produzione includono:
- Creazione di modelli CAD basati sui disegni dei pezzi.
- Lavorazione CNC di blocchi di stampi in acciaio o alluminio.
- Ulteriori processi CNC come fresatura, foratura e rettifica per ottenere la geometria finale dello stampo.
- Lucidatura manuale e lavorazione al banco per ottenere la finitura superficiale richiesta.
- Assemblaggio delle due metà dello stampo e inserimento degli espulsori, del raffreddamento e del serraggio.
L'intero processo di realizzazione dello stampo può richiedere settimane o mesi per stampi complessi. Una corretta progettazione e lavorazione dello stampo sono fondamentali per produrre pezzi pressofusi precisi e uniformi.
Vantaggi degli stampi per pressofusione
- Produzione ad alto volume con cicli più rapidi e manodopera ridotta rispetto ad altri processi.
- Eccellente precisione dimensionale e ripetibilità.
- Finiture superficiali lisce senza lavorazioni secondarie.
- Capacità di produrre forme complesse non possibili con altri metodi.
- Ampia scelta di leghe, tra cui alluminio, zinco e magnesio.
- Costi di attrezzaggio inferiori rispetto allo stampaggio a iniezione di plastica.
Grazie a un'attenta progettazione e lavorazione, gli stampi per pressofusione possono produrre milioni di componenti metallici di precisione nel corso di molti anni di servizio. Rappresentano uno dei metodi più efficienti ed economici per produrre componenti metallici.
Contatta Moldie oggi stesso per iniziare il tuo progetto di stampo per pressofusione personalizzato.