Pour obtenir les meilleurs résultats pour vos projets de moulage, il est essentiel de choisir la bonne porte. La porte remplit une fonction simple mais essentielle pendant le processus de moulage par injection. Cet article se concentrera sur différents types de porte de moulage par injection et sur leur utilisation.
Avant de choisir le type de porte de moulage par injection, quelques facteurs doivent être pris en compte. Par exemple, l'endroit où le moule sera conçu et l'emplacement de la porte sont des facteurs critiques pour le succès du moulage par injection. Certaines considérations de conception incluent la sélection des matériaux, la taille et la fonctionnalité de production. D'autres facteurs incluent l'emplacement de la surface d'exposition, l'orientation des pièces dans les emplacements d'action du moule peuvent limiter les options de déclenchement.
Il convient de mentionner que certains plastiques sont plus sujets à des conditions de surchauffe connues sous le nom de chauffage par cisaillement. Remplir une grande pièce en plastique avec une petite porte peut entraîner une dégradation du plastique. Certaines conceptions de porte ont également des limitations de taille, ce qui rend impossible l'utilisation de la conception de porte pour des pièces plus grandes, ce qui entraîne le gel de la porte avant que la pièce ne soit pleine.
Le gel de la porte est une partie essentielle du processus de moulage. C'est pourquoi la porte doit être suffisamment grande pour remplir la cavité et suffisamment petite pour la sceller. Pendant le processus de porte de moulage par injection, le gel de la porte ne devrait se produire que lorsque la cavité est pleine et que le processus de refroidissement est sur le point de commencer.
Une petite porte permet au processus de refroidissement de se produire rapidement par rapport à la pièce moulée. Généralement, le gel de la porte isole la pièce du système d'alimentation. De cette façon, la machine de moulage par injection peut passer à la phase de refroidissement du processus de moulage.
La fonction de moule est un autre facteur à prendre en considération. Alors que certaines portes peuvent se détacher automatiquement de la pièce moulée, d'autres nécessitent un ajustement. Pour les productions en gros volumes, la découpe manuelle peut être une tâche difficile. La meilleure alternative sera de prendre en compte la découpe robotisée des portails ou une modification de la conception des portails. Voici les types de porte courants dans le moulage par injection.
● Porte de bord
● Porte de la noix de cajou
●Porte de coulée directe
●Porte de diaphragme
●Porte de tunnel/sous-marin
●Canal chaud - porte thermique
● canaux chauds - obturateur de soupape
Porte de bord
Il est couramment utilisé en raison de ses caractéristiques simples dans le processus de moulage par injection. Il est facile à produire et à modifier, ce qui le rend idéal pour les grandes pièces. Les portes de bord peuvent avoir une plus grande section transversale, permettant un écoulement plastique et des temps de maintien plus longs par rapport aux autres portes.
Les portes à languette et en éventail sont assez similaires aux portes de bord. Cependant, ils ont une épaisseur plus constante sur une courte distance menant à la pièce moulée. Il est utilisé sur des pièces plates ou fines pour réduire les contraintes de cisaillement.
Tunnel/porte sous-marine
Cette porte est usinée sous la ligne de séparation, de sorte que la coupe se produit automatiquement pendant le processus d'éjection. Cette porte de moulage par injection est excellente pour la production de petites pièces où le rognage automatique est essentiel.
Une limitation importante d'une grande porte de tunnel est qu'elle provoque des fissures ou des problèmes cosmétiques indésirables résultant du cisaillement automatique.
Porte de la noix de cajou
Cette porte de moulage par injection est similaire à une porte tunnel et est placée sous la ligne de séparation et se cisaille automatiquement pendant l'injection. Il est utilisé pour obtenir l'emplacement d'injection derrière ou en dessous d'une surface d'exposition.
Les vannes en noix de cajou présentent les mêmes inconvénients que les vannes tunnel en termes de taille. Cela nécessite également que le plastique se retire autour d'un arc, ce qui peut faire casser la porte. Une porte amovible permet à l'opérateur du moule de retirer rapidement le plastique cassé sans intervention majeure.
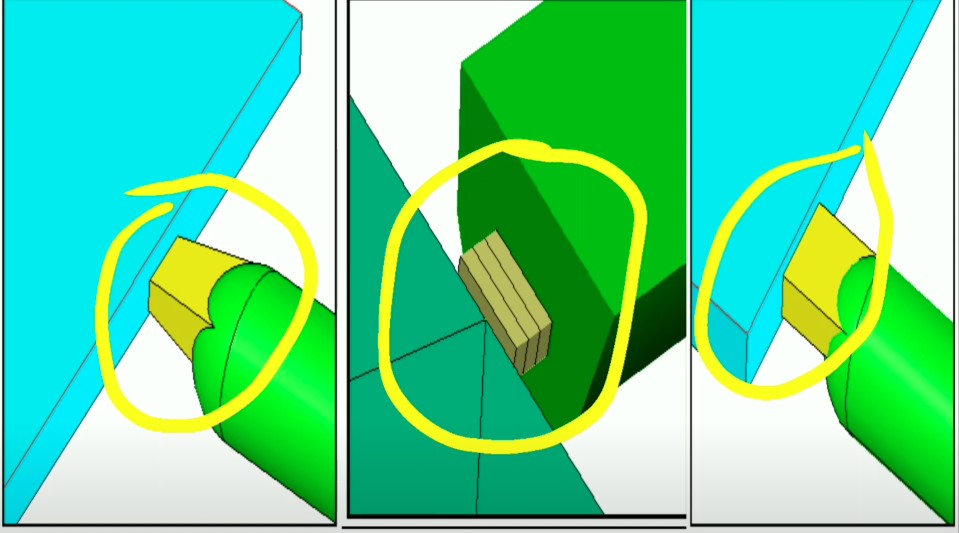
Porte diaphragme
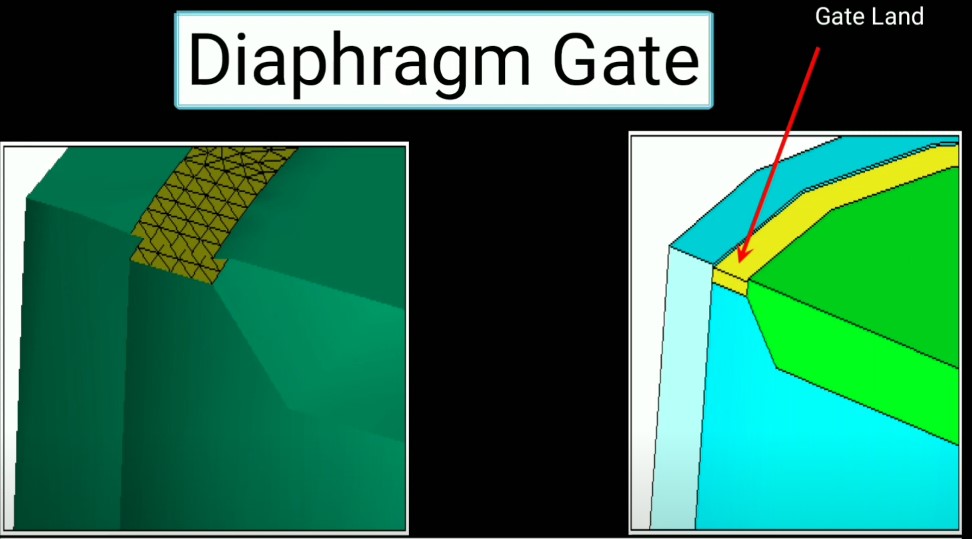
Idéal pour mouler des pièces avec un grand diamètre ouvert au milieu de la pièce et même un écoulement plastique est souhaité. L'opérateur du moule peut s'assurer que les pièces se rétractent de manière constante et permettre à une grande partie du plastique de s'écouler dans la cavité avec un flux de plastique régulier.
Canal chaud – porte thermique
Cette porte de moulage par injection offre plusieurs avantages par rapport aux systèmes à canaux froids. Il est conçu pour maintenir le matériau de moulage fondu entre le canon de la machine et la pièce. Parfois, les systèmes de canaux froids courts peuvent être ajoutés aux canaux chauds.
Généralement, la porte thermique fonctionne comme les autres portes où le matériau est injecté dans la cavité et se maintient jusqu'à ce qu'un refroidissement suffisant se produise.
Canal chaud – obturateur de soupape
Il présente les mêmes avantages que la porte thermique à canaux chauds avec un autre niveau de contrôle. La goupille mobile à l'intérieur de l'ensemble de pointe du canal chaud permet au plastique fondu de s'écouler dans la cavité lorsqu'il est tourné vers l'arrière. Face à l'avant, le flux de plastique est coupé. Cela peut assurer un contrôle complet d'un système d'alimentation à canaux, des tailles de porte plus grandes et moins de vestige de porte.
Comment la conception de la porte de moulage par injection peut affecter la qualité de vos pièces
Les différents types de conceptions de portail ont tous la même fonction. Ils forcent le plastique fondu dans la cavité, accélèrent le plastique et augmentent la chaleur lorsqu'il se déplace dans le plastique. Le fonctionnement des portes peut avoir un certain effet sur la partie en plastique, notamment :
Jet
Il y aura une chute de pression lorsque le plastique fondu se déplacera dans la cavité si la porte est trop petite. La conséquence en est un défaut appelé jet. Le jet est la pulvérisation du plastique dans le noyau au lieu de l'écoulement régulier. Cela fait que les fabricants de distorsions appellent le vermifuge.
Les fabricants peuvent résoudre ce problème en diminuant la pression ou en augmentant la taille de la vanne.
Surchauffe
La surchauffe se produit à cause de la vitesse d'injection élevée du plastique à travers la porte. Trop de chaleur peut entraîner une décomposition des résines. La décomposition est souvent le résultat de liaisons moléculaires détruites dans le plastique.
Réduire la vitesse d'injection pour éviter la pourriture peut également entraîner d'autres défauts de moulage tels que des lignes de soudure et une mauvaise résistance mécanique du produit. Une vitesse lente peut également entraîner de longues heures de production et finalement une augmentation des coûts de production.
Pour obtenir le meilleur résultat, répartissez la quantité de résines plastiques sur différents vestiges de portail. Cela assurera un meilleur contrôle de la pression et évitera la surchauffe dans le processus. Il est préférable d'éviter les fronts d'écoulement multiples qui peuvent entraîner des pièges à gaz et des lignes de soudure.
Nous avons traité des centaines de moules, vous pouvez donc vous attendre à un contrôle de haute qualité et à la production de pièces moulées de qualité supérieure. Contactez-nous aujourd'hui.






{kind=link}
{kind=link}