Aby uzyskać najlepsze wyniki w projektach formowania, niezbędny jest wybór właściwej przewężki. Bramka pełni prostą, ale krytyczną funkcję podczas procesu formowania wtryskowego. Ten post skupi się na różnych typach bramek do formowania wtryskowego i sposobie ich wykorzystania.
Przed wyborem rodzaju przewężki wtryskowej należy wziąć pod uwagę kilka czynników. Na przykład miejsce, w którym zostanie zaprojektowana forma i lokalizacja przewężki są kluczowymi czynnikami sukcesu formowania wtryskowego. Niektóre kwestie projektowe obejmują wybór materiału, rozmiar i funkcjonalność produkcji. Inne czynniki obejmują lokalizację powierzchni pokazowej, orientację części w miejscach działania formy, które mogą ograniczać opcje bramkowania.
Warto wspomnieć, że niektóre tworzywa sztuczne są bardziej podatne na warunki przegrzania, znane jako ogrzewanie ścinające. Wypełnianie dużej części z tworzywa sztucznego małą bramką może prowadzić do degradacji tworzywa sztucznego. Niektóre projekty przewężek mają również ograniczenia rozmiaru, co uniemożliwia użycie projektu przewężki dla większych części, co prowadzi do zamrożenia przewężki przed zapełnieniem części.
Zamrażanie bramek jest istotną częścią procesu formowania. Dlatego brama musi być wystarczająco duża, aby wypełnić wnękę i wystarczająco mała, aby ją uszczelnić. Podczas procesu formowania wtryskowego zamrożenie bramki powinno wystąpić tylko wtedy, gdy wnęka jest pełna, a proces chłodzenia ma się rozpocząć.
Mała bramka pozwala na szybkie zajście procesu chłodzenia w porównaniu z wypraską. Zasadniczo zamrożenie bramki izoluje część od systemu podawania. W ten sposób wtryskarka może przejść do fazy chłodzenia procesu formowania.
Funkcja formy to kolejny czynnik, który należy wziąć pod uwagę. Podczas gdy niektóre bramki mogą automatycznie odłamać się od formowanej części, inne wymagają przycięcia. W przypadku produkcji w dużych ilościach ręczne cięcie może być trudnym zadaniem. Najlepszą alternatywą będzie uwzględnienie zrobotyzowanego cięcia bram lub zmiana konstrukcji bram. Oto typowe typy bramek w formowaniu wtryskowym.
●Bramka krawędziowa
●Brama nerkowca
●Bezpośrednia brama wlewowa
●Bramka membranowa
● Brama do tunelu/łodzi podwodnej
●Gorący kanał – bramka termiczna
●Gorący kanał – zasuwa
Brama Krawędziowa
Jest powszechnie stosowany ze względu na swoje proste cechy w procesie formowania wtryskowego. Jest łatwy w produkcji i modyfikacji, dzięki czemu idealnie nadaje się do większych części. Bramki krawędziowe mogą mieć większy przekrój poprzeczny, umożliwiając płynięcie tworzywa sztucznego i dłuższe czasy utrzymywania w porównaniu z innymi bramkami.
Bramki Tab i Fan są dość podobne do bramek krawędziowych. Mają one jednak bardziej stałą grubość na krótkiej odległości prowadzącej do formowanej części. Jest stosowany na płaskich lub cienkich częściach w celu zmniejszenia naprężeń ścinających.
Brama tunelu / łodzi podwodnej
Ta bramka jest obrabiana poniżej linii podziału, więc przycinanie odbywa się automatycznie podczas procesu wyrzucania. Ta bramka do formowania wtryskowego doskonale nadaje się do produkcji małych części, w których niezbędne jest automatyczne przycinanie.
Istotnym ograniczeniem dużej bramy tunelowej jest to, że powoduje ona pękanie lub niepożądane problemy kosmetyczne wynikające z automatycznego ścinania.
Brama nerkowca
Ta bramka do formowania wtryskowego jest podobna do bramki tunelowej i jest umieszczona poniżej linii podziału i automatycznie ścinana podczas wtrysku. Służy do uzyskania lokalizacji wtrysku za lub pod powierzchnią pokazową.
Bramy nerkowca mają podobne wady jak bramki tunelowe pod względem wielkości. Wymaga to również wyciągnięcia plastiku wokół łuku, co może spowodować zerwanie bramy. Zdejmowana brama umożliwia operatorowi formy szybkie usunięcie pękniętego tworzywa sztucznego bez większej interwencji.
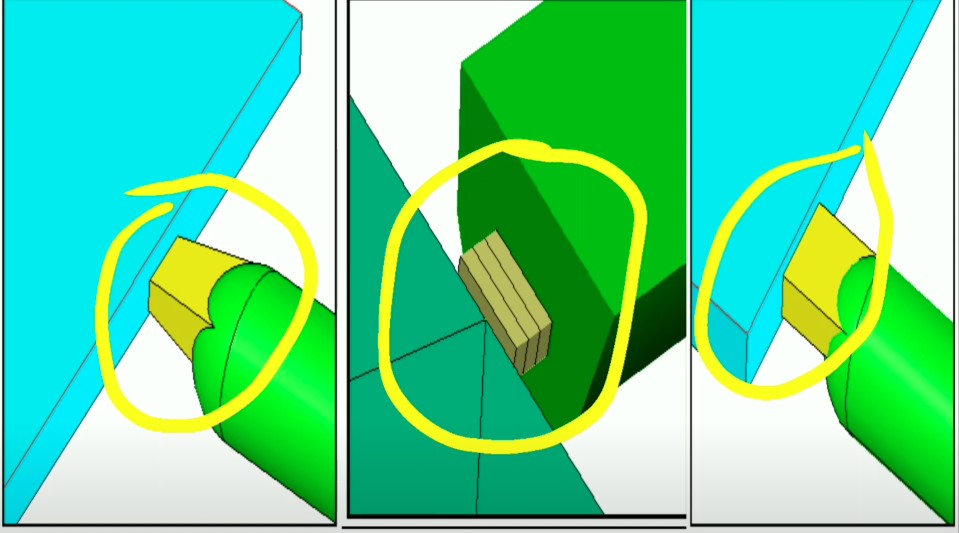
Bramka membranowa
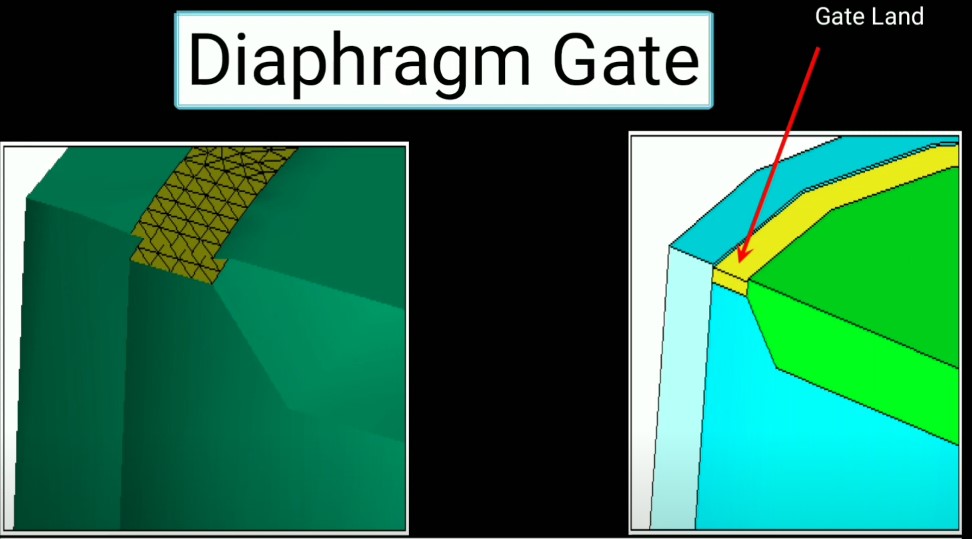
Idealny do formowania części o dużej otwartej średnicy w środku części, gdzie pożądane jest równomierne płynięcie plastyczne. Operator formy może zapewnić równomierne kurczenie się części i umożliwić przepływ dużej części tworzywa sztucznego do wnęki z równomiernym przepływem tworzywa sztucznego.
Gorący kanał – bramka termiczna
Ta bramka do formowania wtryskowego oferuje kilka korzyści w porównaniu z systemami z zimnymi kanałami. Jest przeznaczony do utrzymywania stopionego materiału do formowania między cylindrem maszyny a częścią. Czasami do gorącego kanału można dodać krótkie systemy zimnych kanałów.
Zasadniczo bramka termiczna działa jak inne bramki, w których materiał jest wtryskiwany do wnęki i utrzymuje się, dopóki nie nastąpi wystarczające ochłodzenie.
Gorący kanał – zasuwa
Ma te same zalety co bramka termiczna gorącokanałowa z innym poziomem kontroli. Ruchomy kołek wewnątrz zespołu końcówki gorącego kanału umożliwia przepływ stopionego tworzywa sztucznego do wnęki, gdy jest skierowany do tyłu. W przypadku skierowania do przodu przepływ tworzywa sztucznego jest odcięty. Może to zapewnić pełną kontrolę nad systemem podawania prowadnicy, większe rozmiary bramek i mniej pozostałości po bramkach.
Jak projekt bramki do formowania wtryskowego może wpłynąć na jakość twoich części
Różne typy projektów bramek mają tę samą funkcję. Wpychają stopione tworzywo sztuczne do wnęki, przyspieszają tworzywo sztuczne i zwiększają ciepło, gdy przemieszcza się ono do tworzywa sztucznego. Działanie bramek może mieć pewien wpływ na część z tworzywa sztucznego, w tym:
Odrzut
Nastąpi spadek ciśnienia, gdy stopione tworzywo sztuczne wniknie do wnęki, jeśli brama jest zbyt mała. Konsekwencją tego jest defekt zwany jettingiem. Natryskiwanie polega na natryskiwaniu tworzywa sztucznego na rdzeń zamiast płynnego przepływu. Powoduje to zniekształcenia, które producenci nazywają wormingiem.
Producenci mogą rozwiązać ten problem, zmniejszając ciśnienie lub zwiększając rozmiar bramki.
Przegrzanie
Przegrzanie występuje z powodu dużej prędkości wtrysku tworzywa sztucznego przez bramkę. Zbyt dużo ciepła może prowadzić do rozkładu żywic. Rozpad jest często wynikiem zniszczenia wiązań molekularnych w plastiku.
Zmniejszenie prędkości wtrysku w celu uniknięcia gnicia może również prowadzić do innych wad formowania, takich jak linie spawania i słaba wytrzymałość mechaniczna produktu. Niska prędkość może również prowadzić do długich godzin produkcji, a ostatecznie do wzrostu kosztów produkcji.
Aby uzyskać najlepszy wynik, podziel ilość plastikowych żywic na różne ślady bramek. Zapewni to lepszą kontrolę ciśnienia i uniknięcie przegrzania w procesie. Najlepiej unikać wielu frontów przepływu, które mogą prowadzić do pułapek gazowych i linii spawania.
Obsługiwaliśmy setki form, więc możesz oczekiwać wysokiej jakości kontroli i produkcji najwyższej jakości formowanych części. Skontaktuj się z nami już dziś.






{kind=link}
{kind=link}