Pentru a obține cele mai bune rezultate pentru proiectele dumneavoastră de turnare, este esențial să alegeți poarta corectă. Poarta îndeplinește o funcție simplă, dar critică în timpul procesului de turnare prin injecție. Acest post se va concentra asupra diferitelor tipuri de poartă de turnare prin injecție și asupra modului în care este utilizată.
Înainte de a alege tipul de poartă de turnare prin injecție, ar trebui luați în considerare câțiva factori. De exemplu, locul unde va fi proiectat matrița și locația porții sunt factori critici pentru succesul turnării prin injecție. Unele considerente de proiectare includ selecția materialului, dimensiunea și funcționalitatea de producție. Alți factori includ locația suprafeței de prezentare, orientarea pieselor în locațiile de acțiune a matriței poate limita opțiunile de deschidere.
Este demn de menționat că unele materiale plastice sunt mai predispuse la condiții de supraîncălzire cunoscute sub numele de încălzire prin forfecare. Umplerea unei piese mari de plastic cu o poartă mică poate duce la degradarea plasticului. Unele modele de porți au, de asemenea, limitări de dimensiune, ceea ce face imposibilă utilizarea designului de poartă pentru piese mai mari, ceea ce duce la înghețarea porții înainte ca piesa să fie plină.
Înghețarea porții este o parte esențială a procesului de turnare. Acesta este motivul pentru care poarta trebuie să fie suficient de mare pentru a umple cavitatea și suficient de mică pentru a o etanșa. În timpul procesului de turnare prin injecție, înghețarea trebuie să apară numai atunci când cavitatea este plină și procesul de răcire este pe cale să înceapă.
O poartă mică permite ca procesul de răcire să aibă loc rapid în comparație cu piesa turnată. În general, înghețarea porții izolează piesa de sistemul de alimentare. În acest fel, mașina de turnat prin injecție poate trece la faza de răcire a procesului de turnare.
Funcția matriței este un alt factor de luat în considerare. În timp ce unele porți se pot rupe automat din partea turnată, altele necesită tăiere. Pentru producții în volume mari, tăierea manuală poate fi o sarcină dificilă. Cea mai bună alternativă va fi să luați în considerare tăierea automată a porților sau modificarea designului porților. Iată tipurile comune de porți în turnarea prin injecție.
●Poarta de margine
●Poarta caju
●Poarta de colectare directa
●Poarta diafragmei
●Poarta tunel/submarin
●Canal fierbinte – poarta termica
●Canal fierbinte – poarta supapei
Poarta de margine
Este folosit în mod popular datorită caracteristicilor sale simple în procesul de turnare prin injecție. Este ușor de produs și modificat, ceea ce îl face ideal pentru piese mai mari. Porțile de margine pot avea o zonă de secțiune transversală mai mare, permițând curgerea plasticului și timpi de reținere mai lungi în comparație cu alte porți.
Porțile cu filă și ventilator sunt destul de asemănătoare cu porțile de margine. Cu toate acestea, au o grosime mai consistentă pentru o distanță scurtă care duce în piesa turnată. Este utilizat pe piese plate sau subțiri pentru a reduce tensiunea de forfecare.
Tunel/ Poarta Submarinului
Această poartă este prelucrată sub linia de despărțire, astfel încât tăierea are loc automat în timpul procesului de ejectare. Această poartă de turnare prin injecție este excelentă pentru producția de piese mici în care tăierea automată este esențială.
O limitare semnificativă a unei porți mari de tunel este că provoacă fisuri sau probleme cosmetice nedorite rezultate din forfecarea automată.
Poarta caju
Această poartă de turnare prin injecție este similară cu o poartă de tunel și este plasată sub linia de despărțire și se forfecă automat în timpul injectării. Este utilizat pentru a obține locul de injectare în spatele sau sub o suprafață de spectacol.
Porțile de caju au dezavantaje similare cu porțile de tunel în ceea ce privește dimensiunea. De asemenea, necesită ca plasticul să se tragă în jurul unui arc care poate face ca poarta să se rupă. O poartă detașabilă permite operatorului matriței să îndepărteze rapid plasticul spart fără intervenții majore.
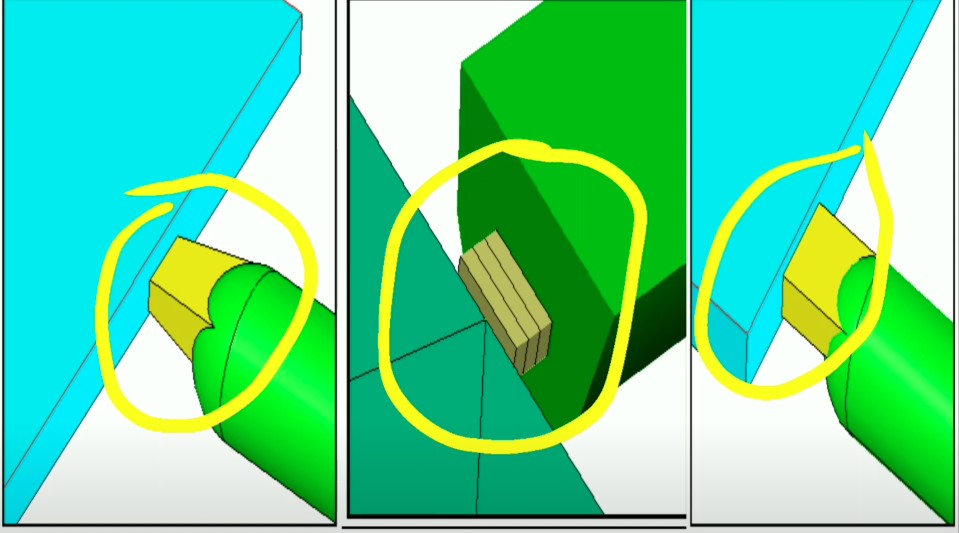
Poarta diafragmei
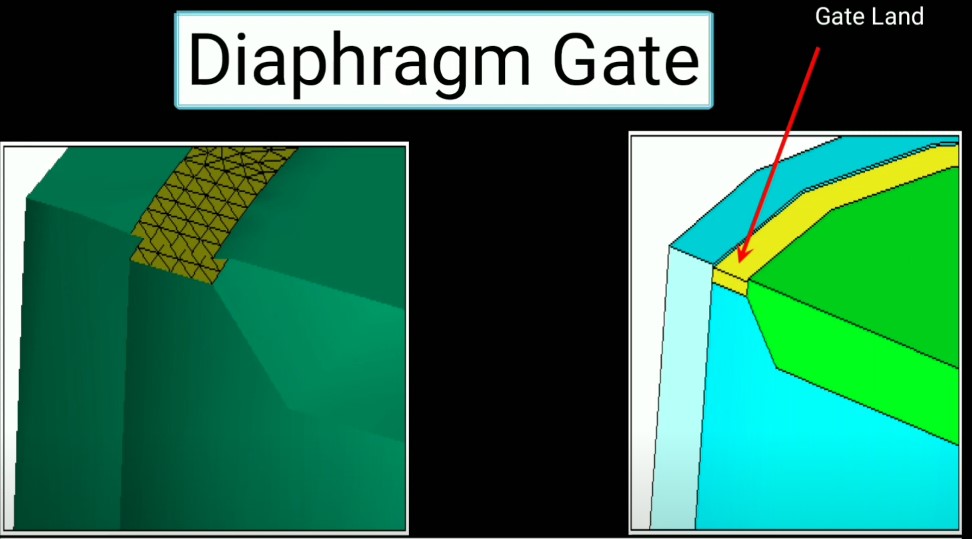
Ideal pentru turnarea pieselor cu un diametru mare deschis în mijlocul piesei și se dorește un flux uniform de plastic. Operatorul de matriță se poate asigura că piesele se micșorează în mod constant și permite unei mari porțiuni de plastic să curgă în cavitate cu un flux uniform de plastic.
Canal cald – poarta termica
Această poartă de turnare prin injecție oferă mai multe beneficii față de sistemele cu canal rece. Este conceput pentru a menține materialul de turnare topit între cilindrul mașinii și piesă. Uneori, sistemele scurte de canal rece pot fi adăugate la canalul cald.
În general, poarta termică funcționează ca și alte porți în care materialul este injectat în cavitate și se menține până când are loc o răcire suficientă.
Canal fierbinte – poarta supapei
Are aceleasi avantaje ca si poarta termica cu canal cald cu alt nivel de control. Știftul mobil din interiorul ansamblului vârfului canalului fierbinte permite plasticului topit să curgă în cavitate atunci când este cu fața în spate. Când este orientat înainte, fluxul de plastic este oprit. Acest lucru poate asigura controlul complet al unui sistem de alimentare cu ghidaj, dimensiuni mai mari ale porții și mai puține vestigii de poartă.
Modul în care designul porții de turnare prin injecție poate afecta calitatea pieselor dvs
Diferitele tipuri de modele de porți au toate aceeași funcție. Ele forțează plasticul topit în cavitate, accelerează plasticul și măresc căldura pe măsură ce se deplasează în plastic. Funcționarea porților poate avea un anumit efect asupra părții din plastic, inclusiv:
Jetting
Va exista o scădere a presiunii pe măsură ce plasticul topit se deplasează în cavitate dacă poarta este prea mică. Consecința acestui lucru este un defect numit jet. Jetting este pulverizarea plasticului în miez în loc de curgerea lină. Acest lucru face ca producătorii să se refere la distorsiuni ca vierme.
Producătorii pot rezolva acest lucru cu o scădere a presiunii sau o creștere a dimensiunii porții.
Supraîncălzire
Supraîncălzirea are loc din cauza vitezei mari de injectare a plasticului prin poartă. Prea multă căldură poate duce la degradarea rășinilor. Dezintegrarea este adesea rezultatul legăturilor moleculare distruse din plastic.
Reducerea vitezei de injectare pentru a evita degradarea poate duce, de asemenea, la alte defecte de turnare, cum ar fi liniile de sudură și rezistența mecanică slabă a produsului. O viteză mică poate duce, de asemenea, la ore lungi de producție și în cele din urmă la o creștere a costurilor de producție.
Pentru a obține cel mai bun rezultat, împărțiți cantitatea de rășini plastice peste diferite vestigii de poartă. Acest lucru va asigura un control mai bun al presiunii și evitarea supraîncălzirii în proces. Cel mai bine este să evitați mai multe fronturi de curgere care pot duce la capcane de gaz și linii de sudură.
Ne-am ocupat de sute de matrițe, așa că vă puteți aștepta la un control de înaltă calitate și la producția de piese turnate superioare. Contactați-ne astăzi.






{kind=link}
{kind=link}