Per ottenere i migliori risultati dai vostri progetti di stampaggio, è essenziale scegliere il punto di iniezione corretto. Il punto di iniezione svolge una funzione semplice ma fondamentale durante il processo di stampaggio a iniezione. Questo articolo si concentrerà sui diversi tipi di punto di iniezione per stampaggio a iniezione e sul loro utilizzo.
Prima di scegliere il tipo di iniezione, è necessario considerare alcuni fattori. Ad esempio, il luogo in cui verrà progettato lo stampo e la posizione dell'iniezione sono fattori critici per il successo dello stampaggio a iniezione. Alcune considerazioni progettuali includono la selezione del materiale, le dimensioni e la funzionalità produttiva. Altri fattori, tra cui la posizione della superficie di esposizione e l'orientamento del pezzo nei punti di azione dello stampo, possono limitare le opzioni di iniezione.
Vale la pena ricordare che alcuni materiali plastici sono più soggetti a condizioni di surriscaldamento, note come riscaldamento da taglio. Riempire un componente in plastica di grandi dimensioni con un punto di iniezione piccolo può portare alla degradazione della plastica. Alcuni tipi di punto di iniezione presentano anche limitazioni dimensionali, rendendo impossibile l'utilizzo del punto di iniezione per componenti di grandi dimensioni, con conseguente congelamento del punto di iniezione prima che il componente sia pieno.
Il congelamento del punto di iniezione è una parte essenziale del processo di stampaggio. Per questo motivo, il punto di iniezione deve essere sufficientemente grande da riempire la cavità e sufficientemente piccolo da sigillarla. Durante il processo di stampaggio a iniezione, il congelamento del punto di iniezione dovrebbe avvenire solo quando la cavità è piena e il processo di raffreddamento sta per iniziare.
Un ingresso di piccole dimensioni consente al processo di raffreddamento di avvenire più rapidamente rispetto al pezzo stampato. Generalmente, il congelamento dell'ingresso isola il pezzo dal sistema di alimentazione. In questo modo, la macchina per stampaggio a iniezione può passare alla fase di raffreddamento del processo di stampaggio.
La funzione dello stampo è un altro fattore da considerare. Mentre alcuni punti di iniezione possono rompersi automaticamente dal pezzo stampato, altri richiedono una rifilatura. Per produzioni in grandi volumi, il taglio manuale può essere un'attività impegnativa. L'alternativa migliore sarà quella di considerare il taglio robotizzato dei punti di iniezione o una modifica del design dei punti di iniezione. Ecco i tipi di punti di iniezione più comuni nello stampaggio a iniezione.
●Cancello di bordo
●Cancello degli anacardi
●Canale di colata diretto
●Porta a membrana
●Tunnel/cancello sottomarino
●Canale caldo – porta termica
●Canale caldo – valvola a saracinesca
Cancello di bordo
È ampiamente utilizzato nel processo di stampaggio a iniezione grazie alle sue caratteristiche semplici. È facile da produrre e modificare, il che lo rende ideale per pezzi di grandi dimensioni. Gli iniettori laterali possono avere una sezione trasversale maggiore, consentendo il flusso della plastica e tempi di attesa più lunghi rispetto ad altri iniettori.
I punti di iniezione a linguetta e a ventaglio sono molto simili ai punti di iniezione laterali. Tuttavia, hanno uno spessore più uniforme per un breve tratto che conduce al pezzo stampato. Vengono utilizzati su pezzi piatti o sottili per ridurre le sollecitazioni di taglio.
Tunnel/Porta sottomarina
Questo punto di iniezione è lavorato sotto la linea di separazione, quindi la rifilatura avviene automaticamente durante il processo di espulsione. Questo punto di iniezione per stampaggio a iniezione è eccellente per la produzione di piccoli pezzi in cui la rifilatura automatica è essenziale.
Un limite significativo di una grande porta a tunnel è che può causare crepe o inconvenienti estetici indesiderati dovuti al taglio automatico.
Porta dell'anacardio
Questo punto di iniezione è simile a un punto di iniezione a tunnel e viene posizionato sotto la linea di separazione, tagliandosi automaticamente durante l'iniezione. Viene utilizzato per posizionare il punto di iniezione dietro o sotto una superficie visibile.
Le porte di anacardi presentano inconvenienti simili a quelli delle porte a tunnel in termini di dimensioni. Inoltre, richiedono che la plastica si sfili lungo un arco, il che può causare la rottura della porta. Una porta rimovibile consente all'operatore dello stampo di rimuovere rapidamente la plastica rotta senza interventi di chirurgia maggiore.
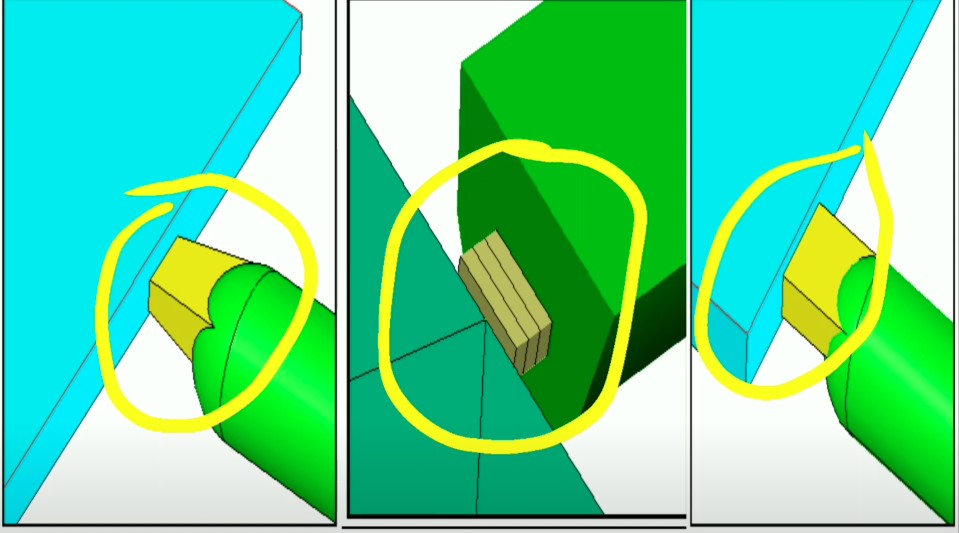
Porta a membrana
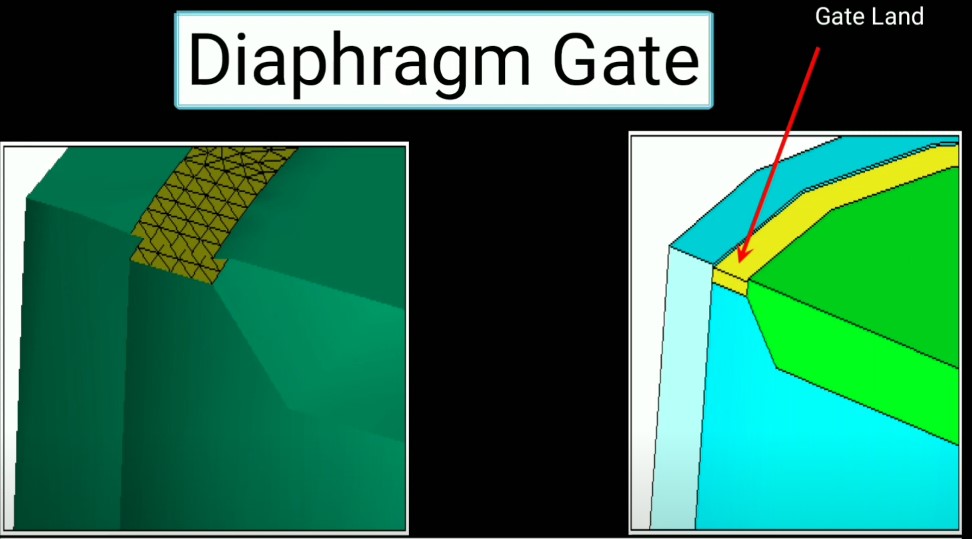
Ideale per lo stampaggio di parti con un ampio diametro aperto al centro del pezzo e per un flusso uniforme della plastica. L'operatore dello stampo può garantire che i pezzi si restringano in modo uniforme e che una grande porzione di plastica scorra nella cavità con un flusso uniforme.
Canale caldo – porta termica
Questo sistema di iniezione offre diversi vantaggi rispetto ai sistemi a canale freddo. È progettato per mantenere il materiale di stampaggio fuso tra il cilindro della macchina e il pezzo. A volte, i sistemi a canale freddo corti possono essere aggiunti al canale caldo.
In genere, il gate termico funziona come gli altri gate, in cui il materiale viene iniettato nella cavità e rimane lì finché non si verifica un raffreddamento sufficiente.
Canale caldo – valvola a saracinesca
Presenta gli stessi vantaggi del punto di iniezione termico a canale caldo, con un ulteriore livello di controllo. Il perno mobile all'interno del gruppo punta del canale caldo consente alla plastica fusa di fluire nella cavità quando è rivolta verso il retro. Quando è rivolta in avanti, il flusso di plastica viene interrotto. Ciò può garantire il controllo completo del sistema di alimentazione del canale, dimensioni maggiori del punto di iniezione e meno residui.
In che modo la progettazione del punto di iniezione può influire sulla qualità dei tuoi componenti
I diversi tipi di gate hanno tutti la stessa funzione. Spingono la plastica fusa nella cavità, accelerano la plastica e aumentano il calore mentre penetra nella plastica. Il funzionamento dei gate può avere alcuni effetti sulla parte in plastica, tra cui:
getto
Se il gate è troppo piccolo, si verificherà un calo di pressione mentre la plastica fusa si sposta nella cavità. La conseguenza è un difetto chiamato "jetting". Il "jetting" consiste nello spruzzare la plastica nel nucleo anziché farla scorrere uniformemente. Questo causa distorsioni che i produttori chiamano "worming".
I produttori possono risolvere questo problema diminuendo la pressione o aumentando le dimensioni della saracinesca.
Surriscaldamento
Il surriscaldamento è dovuto all'elevata velocità di iniezione della plastica attraverso il punto di iniezione. Un calore eccessivo può portare al decadimento delle resine. Il decadimento è spesso dovuto alla distruzione dei legami molecolari nella plastica.
Ridurre la velocità di iniezione per evitare il deterioramento può anche portare ad altri difetti di stampaggio, come linee di saldatura e scarsa resistenza meccanica del prodotto. Una bassa velocità può anche comportare lunghe ore di produzione e, in definitiva, un aumento dei costi di produzione.
Per ottenere il miglior risultato, suddividete la quantità di resina plastica su diversi punti di iniezione. Questo garantirà un migliore controllo della pressione ed eviterà il surriscaldamento durante il processo. È meglio evitare fronti di flusso multipli che possono causare trappole di gas e linee di saldatura.
Abbiamo gestito centinaia di stampi, quindi puoi aspettarti un controllo di alta qualità e la produzione di pezzi stampati di qualità superiore. Contattaci oggi stesso.






{kind=link}
{kind=link}