Para obtener los mejores resultados en sus proyectos de moldura, es fundamental elegir la compuerta correcta. La compuerta realiza una función simple pero crítica durante el proceso de moldeo por inyección. Esta publicación se centrará en los diferentes tipos de compuertas de moldeo por inyección y cómo se utilizan.
Antes de elegir el tipo de compuerta de moldeo por inyección, se deben considerar algunos factores. Por ejemplo, el lugar donde se diseñará el molde y la ubicación de la entrada son factores críticos para el éxito del moldeo por inyección. Algunas consideraciones de diseño incluyen la selección de materiales, el tamaño y la funcionalidad de producción. Otros factores incluyen la ubicación de la superficie de exposición, la orientación de la pieza en las ubicaciones de acción del molde pueden limitar las opciones para la apertura.
Vale la pena mencionar que algunos plásticos son más propensos a condiciones de sobrecalentamiento conocidas como calentamiento por cizallamiento. Rellenar una pieza de plástico grande con una puerta pequeña puede provocar la degradación del plástico. Algunos diseños de compuerta también tienen limitaciones de tamaño, lo que hace imposible utilizar el diseño de compuerta para piezas más grandes, lo que provoca que la compuerta se congele antes de que la pieza esté llena.
La congelación de puerta es una parte esencial del proceso de moldeo. Esta es la razón por la cual la compuerta debe ser lo suficientemente grande para llenar la cavidad y lo suficientemente pequeña para sellarla. Durante el proceso de la puerta de moldeo por inyección, la congelación de la puerta solo debe ocurrir cuando la cavidad está llena y el proceso de enfriamiento está a punto de comenzar.
Una pequeña puerta permite que el proceso de enfriamiento ocurra rápidamente en comparación con la pieza moldeada. Por lo general, la congelación en puerta aísla la pieza del sistema de alimentación. De esta forma, la máquina de moldeo por inyección puede pasar a la fase de enfriamiento del proceso de moldeo.
La función del molde es otro factor a tener en cuenta. Mientras que algunas compuertas pueden romperse automáticamente de la parte moldeada, otras requieren recorte. Para producciones en grandes volúmenes, el corte manual puede ser una tarea desafiante. La mejor alternativa será tener en cuenta el corte robótico de la puerta o un cambio en los diseños de la puerta. Estos son los tipos de puertas comunes en el moldeo por inyección.
●Puerta de borde
●Puerta de marañón
●Puerta de bebedero directa
●Puerta de diafragma
●Puerta de túnel/submarina
● Canal caliente – puerta térmica
● Canal caliente – compuerta de válvula
Puerta de borde
Se usa popularmente debido a sus características simples en el proceso de moldeo por inyección. Es fácil de producir y modificar, lo que lo hace ideal para piezas más grandes. Las compuertas de borde pueden tener un área de sección transversal más grande, lo que permite el flujo de plástico y tiempos de retención más prolongados en comparación con otras compuertas.
Las compuertas de pestaña y abanico son bastante similares a las compuertas de borde. Sin embargo, tienen un grosor más consistente para una distancia corta que conduce a la pieza moldeada. Se utiliza en piezas planas o delgadas para reducir el esfuerzo cortante.
Túnel/Puerta Submarina
Esta entrada se mecaniza por debajo de la línea de separación, por lo que el recorte se produce automáticamente durante el proceso de expulsión. Esta puerta de moldeo por inyección es excelente para la producción de piezas pequeñas donde el ajuste automático es esencial.
Una limitación significativa de una compuerta de túnel grande es que provoca grietas o problemas estéticos no deseados como resultado del corte automático.
Puerta de marañón
Esta compuerta de moldeo por inyección es similar a una compuerta de túnel y se coloca debajo de la línea de separación y se corta automáticamente durante la inyección. Se utiliza para ubicar la inyección detrás o debajo de una superficie de exhibición.
Las puertas de marañón tienen inconvenientes similares a los de las puertas de túnel en términos de tamaño. También requiere que el plástico se salga alrededor de un arco que puede hacer que la puerta se rompa. Una compuerta removible permite que el operador del molde retire rápidamente el plástico roto sin mayor intervención.
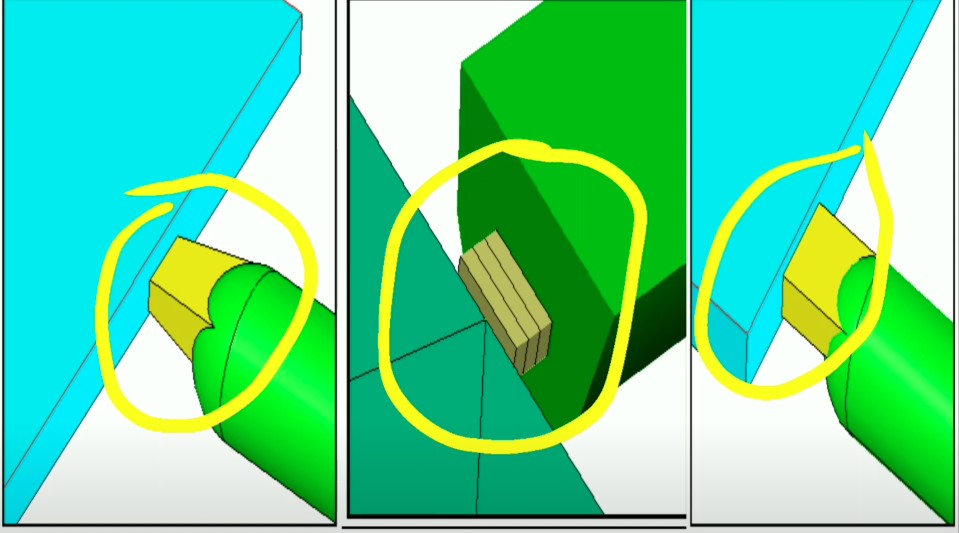
Compuerta de diafragma
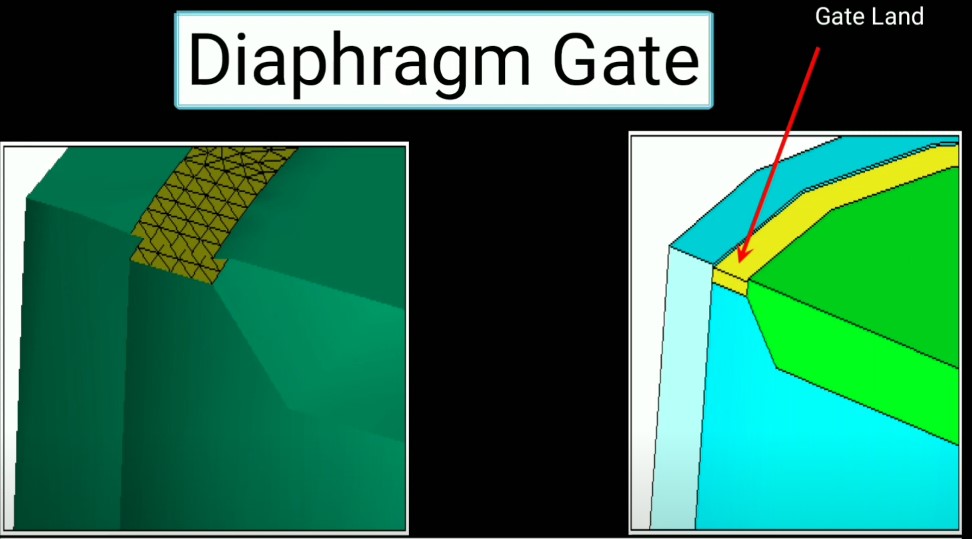
Ideal para moldear piezas con un gran diámetro abierto en el medio de la pieza y se desea un flujo de plástico parejo. El operador del molde puede asegurarse de que las piezas se encojan constantemente y permitir que una gran parte del plástico fluya hacia la cavidad con un flujo de plástico uniforme.
Canal caliente – compuerta térmica
Esta entrada de moldeo por inyección ofrece varios beneficios sobre los sistemas de canal frío. Está diseñado para mantener el material de moldeo fundido entre el cilindro de la máquina y la pieza. A veces, los sistemas de canales fríos cortos se pueden agregar al canal caliente.
Generalmente, la compuerta térmica funciona como otras compuertas en las que el material se inyecta en la cavidad y se mantiene hasta que se produce un enfriamiento suficiente.
Canal caliente – compuerta de válvula
Tiene las mismas ventajas que la puerta térmica de canal caliente con otro nivel de control. El pasador móvil dentro del conjunto de la punta del canal caliente permite que el plástico fundido fluya hacia la cavidad cuando mira hacia atrás. Cuando mira hacia adelante, el flujo de plástico se cierra. Esto puede garantizar el control completo de un sistema de alimentación de corredores, tamaños de puertas más grandes y menos vestigios de puertas.
Cómo el diseño de la compuerta de moldeo por inyección puede afectar la calidad de sus piezas
Los diferentes tipos de diseños de puertas tienen la misma función. Obligan al plástico fundido a entrar en la cavidad, aceleran el plástico y aumentan el calor a medida que se mueve hacia el plástico. El funcionamiento de las puertas puede tener algún efecto sobre la parte plástica, incluyendo:
chorro
Habrá una caída en la presión a medida que el plástico fundido se mueve hacia la cavidad si la compuerta es demasiado pequeña. La consecuencia de esto es un defecto llamado jetting. El chorro es la pulverización del plástico en el núcleo en lugar del flujo suave. Esto hace que los fabricantes de distorsiones se refieran a ellos como gusanos.
Los fabricantes pueden resolver esto con una disminución de la presión o un aumento del tamaño de la compuerta.
Calentamiento excesivo
El sobrecalentamiento se produce por la alta velocidad de inyección del plástico a través de la compuerta. Demasiado calor puede conducir a la descomposición de las resinas. La descomposición es a menudo el resultado de enlaces moleculares destruidos en el plástico.
La reducción de la velocidad de inyección para evitar la descomposición también puede provocar otros defectos de moldeo, como líneas de soldadura y una resistencia mecánica deficiente del producto. Una velocidad lenta también puede dar lugar a largas horas de producción y, en última instancia, a un aumento de los costes de producción.
Para obtener el mejor resultado, comparta la cantidad de resinas plásticas sobre diferentes vestigios de la puerta. Esto asegurará un mejor control de la presión y evitará el sobrecalentamiento en el proceso. Es mejor evitar múltiples frentes de flujo que puedan generar trampas de gas y líneas de soldadura.
Hemos manejado cientos de moldes, por lo que puede esperar un control de alta calidad y una producción de piezas moldeadas superiores. Póngase en contacto con nosotros hoy.






{kind=link}
{kind=link}