Turnarea prin comprimare și turnarea prin injecție sunt două dintre cele mai comune procese de fabricație utilizate pentru producerea pieselor din plastic la scară largă. În timp ce ambele implică modelarea plasticului într-o matriță sub căldură și presiune, există câteva diferențe cheie în modul în care funcționează fiecare metodă.
Înțelegerea distincțiilor dintre turnarea prin compresie și turnarea prin injecție este importantă pentru producători pentru a determina care abordare este cea mai potrivită pentru o anumită aplicație. Cu toate acestea, specificul proceselor poate fi confuz chiar și pentru cei familiarizați cu producția de materiale plastice.
Acest articol își propune să ofere o imagine de ansamblu clară a asemănărilor și diferențelor dintre turnarea prin compresie și turnarea prin injecție. Vom detalia pașii de bază implicați în fiecare tehnică și modul în care acestea variază. Vor fi, de asemenea, examinați factori precum adecvarea proiectării pieselor, timpul de ciclu, risipa de materiale și rentabilitatea.
O prezentare generală a turnării prin injecție și comprimare
Înțelegerea modelării prin injecție
Turnarea prin injecție este o metodă de fabricație care implică încălzirea unui material, de obicei un termoplastic, și injectarea acestuia într-o matriță închisă printr-un buncăr și un șurub. Materialul se răcește și se solidifică, luând forma dorită. Turnarea prin injecție oferă diverse avantaje, cum ar fi:
- Adecvarea pentru piese complexe: Este potrivit pentru piese cu detalii complicate și forme complexe.
- Automatizare ridicată: Acest proces de obicei nu necesită supraveghere umană constantă.
- Timp de producție rapid: Turnarea prin injecție are timpi de ciclu mai scurti decât turnarea prin compresie.
Cu toate acestea, turnarea prin injecție are dezavantajele sale, inclusiv costurile inițiale ridicate de scule și dificultatea de a produce piese foarte mari.
Definirea turnării prin compresie
Turnarea prin comprimare este un proces de fabricație în care un material preîncălzit, de obicei un plastic termorigid, este plasat într-o cavitate a matriței. Apoi matrița este închisă și se aplică presiune pentru a forța materialul să se conformeze formei matriței. Acest proces este potrivit pentru geometrii simple și panouri mari. Cu toate acestea, are unele limitări, printre care:
- Limitat la modele mai simple: turnarea prin comprimare nu este cea mai bună alegere pentru detalii complicate sau geometrii complexe.
- Rate de producție mai lente: Timpii de ciclu sunt mai mari în comparație cu turnarea prin injecție.
- Forță de muncă: Amplasarea materialului necesită adesea mai multă muncă manuală.
Principalele diferențe dintre turnarea prin compresie și prin injecție:
- Turnarea prin comprimare este utilizată de obicei pentru piese mai mari și mai simple, cum ar fi garniturile. Injecția este mai bună pentru piese mici, complexe, de înaltă precizie.
- Turnarea prin comprimare are costuri mai mici pentru scule, dar timpi de ciclu mai lenți. Turnarea prin injecție are cicluri mai rapide și este mai bună pentru piesele de înaltă calitate, ceea ce o face o alegere populară pentru multe industrii.
- Turnarea prin injecție oferă o precizie dimensională și consistență mai mare.
În rezumat, turnarea prin compresie este o alegere excelentă pentru piesele mai simple cu panouri mai mari, în timp ce turnarea prin injecție este mai bună pentru componentele mai complexe și mai detaliate. Deși ambele procese sunt utile și versatile, înțelegerea cerințelor specifice ale proiectului vă va ajuta să alegeți cea mai bună tehnică pentru nevoile dumneavoastră.
Considerații materiale
Selectarea materialului pentru turnarea prin compresie
Turnarea prin compresie folosește termostatură materiale, care oferă o rezistență excelentă, stabilitate dimensională și rezistență la temperaturi ridicate. Unele materiale utilizate în mod obișnuit pentru turnarea prin compresie includ:
- Compus de turnare în vrac (BMC): Un amestec de rășină poliesterică, fibre de sticlă și materiale de umplutură minerale care asigură rezistență mecanică și stabilitate dimensională. Este folosit în mod obișnuit pentru aplicații de produse auto, electrice și de consum.
- Compus de turnare a foilor (SMC): Similar cu BMC, SMC constă dintr-o rășină termorezistabilă combinată cu fibre de sticlă. SMC are un raport rezistență-greutate mai mare și este potrivit pentru componente mai mari, cum ar fi părțile caroseriei auto și componentele aerospațiale.
- Ftalat de dialil (DAP): Un plastic termorigid care oferă proprietăți excelente de izolare electrică, DAP este adesea folosit în componentele electrice și aplicațiile de comutație.
- Fenolici și esteri vinilici: Aceste materiale se laudă cu rezistență puternică la substanțe chimice și căldură. Agenții fenolici sunt adesea folosiți pentru componentele electrice, în timp ce esterii de vinil își găsesc drum în aplicații rezistente la coroziune.
Utilizarea materialului în turnarea prin injecție
Pe de altă parte, turnarea prin injecție este utilizată frecvent termoplastic materiale care pot fi topite și refolosite. Următoarele sunt câteva termoplastice populare utilizate în turnarea prin injecție:
- Polietilenă (PE): Un plastic versatil utilizat într-o gamă largă de aplicații, cum ar fi ambalaje, jucării și bunuri de larg consum. Poate fi găsit sub diferite forme, inclusiv polietilenă de înaltă densitate (HDPE) și polietilenă de joasă densitate (LDPE).
- Polipropilenă (PP): Cunoscut pentru rezistența chimică, rezistența la impact și durabilitatea, PP este utilizat în piese auto, ambalaje alimentare și dispozitive medicale.
- Clorura de polivinil (PVC): Folosit în mod obișnuit pentru țevi și fitinguri, PVC oferă o rezistență excelentă la substanțe chimice și la intemperii.
- Polistiren (PS): De la articole alimentare de unică folosință până la electrocasnice, PS este un material frecvent utilizat datorită costului scăzut și ușurinței de prelucrare.
- Nailon: Distins prin rezistența și rezistența la căldură, nailonul este folosit în aplicații precum piese auto, textile și componente electrice.
Mașina de turnat
Masini de turnat prin compresie
Principalele componente ale unei mașini de turnat prin compresie includ:
- Matriță – de obicei realizată din oțel, aluminiu sau epoxidice. Constă din două jumătăți care conțin cavitatea matriței.
- Platine de încălzire – Încălzește matrița pentru a topi rășina de plastic. Adesea încălzit cu ulei sau încălzit electric.
- Berbec hidraulic – Aplică presiune mare pentru a închide matrița și pentru a comprima materialul.
- Sistem ejector – Știfturi, manșoane, dispozitive de decapare care ajută la îndepărtarea piesei turnate.
Materia primă începe sub formă de granule și este preîncălzită și introdusă în cavitatea matriței. Platanele se închid și se aplică presiune, forțând materialul plastic brut să ia forma matriței. După răcire și întărire, matrița se deschide și piesa este aruncată.
Mașini de turnat prin injecție
Principalele componente ale unei mașini de turnat prin injecție includ:
- Buncăr – Reține peleții sau granulele de plastic înainte de turnare
- Butoiul – Conține șurubul alternativ care se rotește pentru a topi materialul
- Șurub – Rotește și amestecă plasticul care se topește, apoi îl injectează în matriță
- Unitate de prindere – Deschide și închide jumătățile matriței
- Încălzitoare – Încălzitoarele cu bandă înconjoară butoiul pentru a topi plasticul
- Sisteme hidraulice – Aplicați presiune pentru injecție și prindere
- Sistem de evacuare – știfturile, manșoanele și dispozitivele de decuplare ajută la îndepărtarea piesei
Granulele sunt introduse în butoi din buncăr. Pe măsură ce șurubul se rotește, frecarea și căldura topesc materialul. Șurubul injectează apoi plasticul topit la presiune mare în cavitatea matriței. Materialul se răcește și se întărește în forma finală a piesei înainte de a fi aruncat.
Injecție vs compresie: Procesul de turnare în detaliu
Procesul de turnare prin compresie
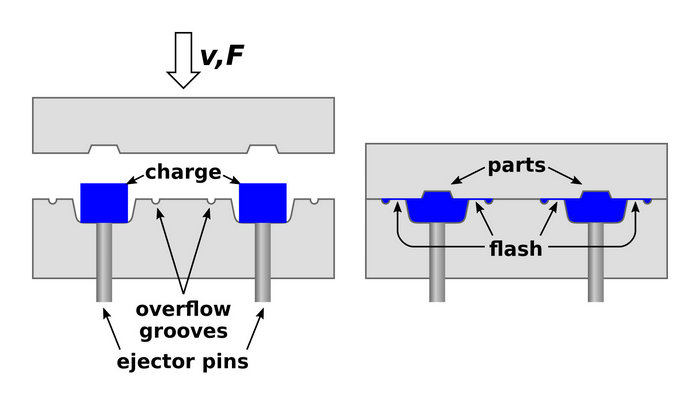
În turnare prin compresie proces, materia primă, de obicei un cauciuc preîncălzit sau un plastic termorigid, este plasată direct în cavitatea matriței. Această cavitate are forma produsului final dorit și a fost încălzită în prealabil, ceea ce ajută la curgerea materialului și la întărire. Apoi matrița este închisă și se aplică presiune, asigurându-se că materialul umple complet cavitatea matriței.
Procesul de turnare prin injecție
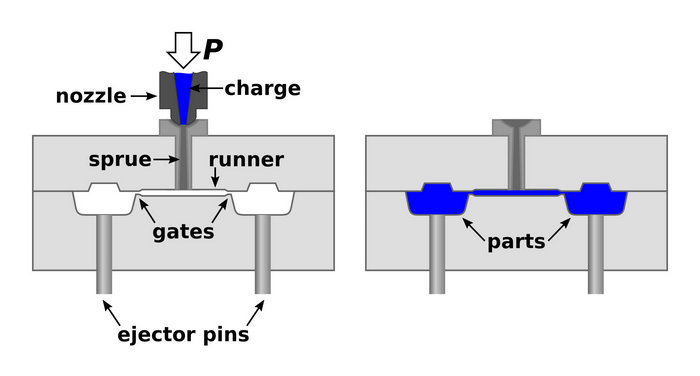
Turnare prin injecție, pe de altă parte, este puțin mai complex. În primul rând, va trebui să introduceți materia primă, de obicei sub formă de pelete de plastic, într-un buncăr. Materialul va fi apoi împins printr-un șurub care încălzește și topește plasticul, transformându-l într-o stare lichidă.
Apoi, plasticul lichefiat este injectat în cavitatea matriței încălzită sub presiune înaltă, umplându-l complet. Materialul se răcește și se solidifică în interiorul matriței, luând forma dorită. În cele din urmă, matrița este deschisă, iar produsul finit este aruncat.
Acest proces este ideal pentru producția de volum mare, având în vedere potențialul său de a produce piese foarte detaliate și complexe. Turnarea prin injecție poate obține, de asemenea, rate de producție mai rapide în comparație cu turnarea prin compresie.
Pe scurt, iată o scurtă comparație a celor două procese:
| Turnare prin compresie | Turnare prin injecție | |
| Plasarea materiei prime | Manual, în cavitatea matriței încălzită | Prin buncăr și șurub, în cavitatea matriței încălzită |
| Presiune | Se aplică când matrița este închisă | Presiune ridicată în timpul injectării |
| Căldură | Cavitatea și materialul matriței preîncălzite | Șurubul încălzește materialul; cavitatea mucegaiului încălzită |
| Complexitatea detaliilor | Potrivit pentru modele mai simple | Capabil să producă detalii complicate și geometrii complexe |
| Volumul de producție | De volum mediu | Volum ridicat |
| Intensitatea muncii | Mai multă muncă manuală pentru plasarea materialelor | Mai puțin intensivă în muncă, deoarece materialul este alimentat prin buncăr și șurub |
Costuri de scule și producție
Atunci când luați în considerare turnarea prin compresie și turnarea prin injecție pentru proiectul dvs., este esențial să înțelegeți diferențele dintre costurile de scule și de producție. Următoarele informații vă vor ajuta să înțelegeți mai bine aceste procese din perspectiva costurilor.
Costuri cu scule
Turnare prin comprimare: Costurile cu scule pentru turnarea prin compresie sunt în general mai mici decât turnarea prin injecție. Formele sunt mai ușor de întreținut și au o durată de viață mai lungă. Acest lucru face ca turnarea prin compresie să fie o opțiune viabilă pentru un proces de fabricație rentabil, în special pentru serii de producție mai mici și proiecte de piese mai simple.
Turnare prin injecție: costurile cu sculele pentru turnarea prin injecție pot fi mai mari datorită complexității matrițelor, care necesită adesea mai multe piese și sisteme de răcire. Cu toate acestea, pe termen lung, investiția inițială în scule de calitate pentru turnarea prin injecție poate da roade, mai ales dacă plănuiți să efectuați producții mari sau aveți nevoie de piese mai complicate.
Procesul de fabricație și costurile
Turnare prin comprimare: În procesul de turnare prin compresie, materialele preîncălzite sunt plasate în cavitatea matriței, care este apoi închisă și supusă căldurii și presiunii. Datorită naturii intensive a forței de muncă, această metodă poate duce la costuri pe piesă mai mari, în special pentru volume de producție mai mici.
Turnare prin injecție: Procesul de turnare prin injecție implică injectarea materialului topit în cavitatea matriței sub presiune ridicată. Acest proces are avantajul unor rate de producție mai rapide în comparație cu turnarea prin compresie, ceea ce poate reduce costurile pieselor atunci când aveți de-a face cu producții mari. Natura automatizată a turnării prin injecție poate duce, de asemenea, la o mai bună consistență și calitate a pieselor finite.
A rezuma:
| Turnare prin compresie | Turnare prin injecție | |
| Costuri cu scule | Mai jos, mai ușor de întreținut | Mai înalt, mai complex |
| de fabricație | Forță de muncă, mai lent | Automatizat, mai rapid |
| Cost-Eficient | Serii de producție mai mici | Serii mari de producție |
| Piese complicate | Nu este ideal pentru piese complexe | Potrivit pentru piese complexe |
Aplicații și factori de adecvare

Aplicațiile turnării prin compresie includ produse auto, industriale și de larg consum. Este o alegere populară pentru producția de garnituri, garnituri și alte componente din cauciuc.
Turnarea prin injecție produce și produse pentru automobile. Creează piese complicate, de înaltă precizie, în industrii precum medicina.
Iată un rezumat:
| Procesul de turnare | Cazuri de utilizare |
| Turnare prin compresie | – Auto: Garnituri, garnituri, componente din cauciuc – Medical: Componente din silicon datorita biocompatibilitatii – Industrial: piese mari, durabile pentru echipamente grele |
| Turnare prin injecție | – Automobile: Componente din plastic pentru interior, exterior, piese de motor, conectori – Medical: Dispozitive medicale de înaltă precizie, consumabile, echipamente de diagnostic – Produse de consum: Jucării, recipiente pentru alimente – viteză mare de producție și eficiență |
Rezistența și durabilitatea turnării prin comprimare și turnării prin injecție
Când comparăm turnarea prin compresie și turnarea prin injecție, este esențial să luați în considerare rezistența și durabilitatea pieselor produse. Ambele procese pot produce materiale de înaltă rezistență, dar anumiți factori afectează rezistența generală.
Iată o comparație rapidă a ambelor procese în ceea ce privește rezistența și durabilitatea:
| Turnare prin compresie | Turnare prin injecție | |
| Alegeri materiale | Uretan, compozite | Materiale plastice, metale |
| Rezistență și durabilitate | Părți dense, puternice | Dependent de material |
| Forme complexe | Opțiuni limitate | Mai multă flexibilitate |
întrebări frecvente
Care sunt diferențele cheie dintre turnarea prin compresie și turnarea prin injecție?
În turnarea prin compresie, o cantitate premăsurată de material este plasată într-o cavitate a matriței, care este apoi închisă și comprimată sub căldură și presiune pentru a forma forma dorită. Turnarea prin injecție, pe de altă parte, implică injectarea de material încălzit, lichefiat (de obicei plastic) într-o cavitate a matriței pentru a crea componente și piese. În timp ce turnarea prin injecție este în general mai automatizată și mai potrivită pentru piese complexe, turnarea prin compresie este adesea folosită pentru geometrii mai simple și poate necesita mai multă intervenție umană.
Cum se compară costurile între turnarea prin compresie și turnarea prin injecție?
Costurile de turnare prin compresie și injecție pot varia în funcție de cerințele specifice ale proiectului. Turnarea prin comprimare este de obicei mai accesibilă pentru construirea de componente simple, în special atunci când se iau în considerare costurile inițiale cu scule și echipamente. Cu toate acestea, automatizarea și eficiența mai mare a turnării prin injecție pot oferi avantaje de cost în producția pe scară largă sau atunci când se creează componente complexe.
Ce materiale sunt potrivite pentru turnarea prin compresie față de turnarea prin injecție?
Ambele procese pot manipula diverse materiale, inclusiv termoplastice, materiale plastice termorigide și elastomeri. Turnarea prin injecție este folosită predominant pentru materialele termoplastice, în timp ce turnarea prin compresie este utilizată în mod obișnuit cu materiale plastice termorigide și cauciuc. Este esențial să alegeți procesul de turnare potrivit pe baza proprietăților specifice ale materialului și a cerințelor de aplicare.
În ce industrii sunt cele mai frecvent utilizate turnarea prin compresie și turnarea prin injecție?
Turnarea prin comprimare și injecție sunt folosite într-o gamă largă de industrii, cum ar fi auto, aerospațial, medical, electronică și bunuri de larg consum. Turnarea prin injecție este adesea aleasă pentru producerea de piese complicate pentru electronice și dispozitive medicale. Turnarea prin comprimare este folosită în mod obișnuit la crearea componentelor din cauciuc, cum ar fi garniturile sau garniturile și producția de panouri mari în industria auto și aerospațială.
Care sunt principalele avantaje ale turnării prin injecție față de turnarea prin compresie?
Turnarea prin injecție oferă mai multe avantaje față de turnarea prin compresie. Acestea includ o mai mare automatizare, care reduce costurile cu forța de muncă și nevoia de supraveghere constantă, precizie și repetabilitate sporite în crearea de componente complexe și rate de producție mai rapide datorită timpilor de ciclu redusi. Acest lucru face ca turnarea prin injecție să fie alegerea preferată pentru producția pe scară largă și designul complicat al pieselor.
Cum diferă timpii de ciclu și ratele de producție între turnarea prin compresie și turnarea prin injecție?
Turnarea prin injecție are de obicei timpi de ciclu mai scurti și rate de producție mai mari în comparație cu turnarea prin compresie. Acest lucru se datorează faptului că turnarea prin injecție este un proces mai automatizat, permițând injectarea, răcirea și solidificarea mai rapidă a materialului. Turnarea prin comprimare, pe de altă parte, necesită timp pentru ca materialul să fie plasat în matriță, comprimat, încălzit și apoi răcit înainte de a fi îndepărtat. În consecință, timpii de ciclu mai lenți ai turnării prin compresie pot duce la rate de producție globale mai scăzute pentru acest proces.






{kind=link}
{kind=link}