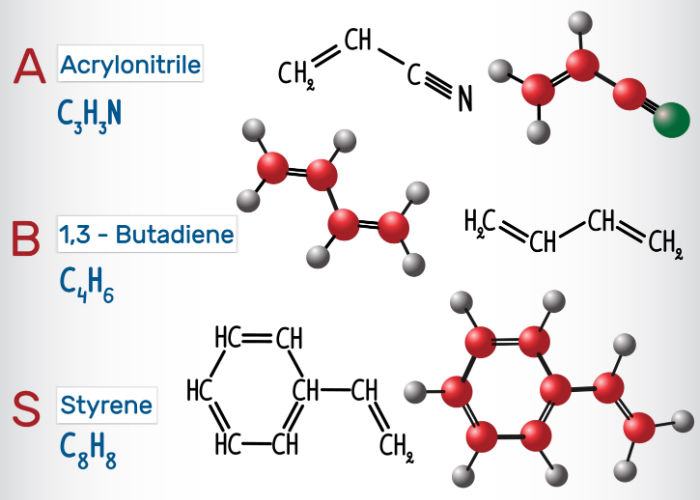
ABS înseamnă Acrilonitril Butadien Stiren. Este un tip de polimer termoplastic cu trei ingrediente majore (monomeri): acrilonitril, butadienă și stiren. Cei trei monomeri au proprietăți diferite care se combină pentru a produce un plastic ABS robust, rezistent la impact.
Mai jos sunt mai multe informații despre monomeri:
Acrilonitril
Acrilonitrilul este realizat din componente de propilenă și amoniac. Oferă rezistență chimică ridicată, duritate și stabilitate termică părții din plastic.
butadienă
Butadiena este produsă în timpul formării etilenei din cracarele cu abur. Oferă rezistență la impact și rezistență polimerului.
Stiren
Stirenul este produs prin alchilarea benzenului cu etilenă pentru a forma etilbenzen dehidrogenat în stiren. Oferă rigiditate, rezistență suplimentară, finisaj lucios și este responsabil pentru procesabilitatea polimerului ABS.
La Moldie, oferim o gamă largă de servicii de turnare prin injecție, inclusiv turnare prin injecție ABS personalizată. Le garantăm clienților noștri un proces de fabricație fără întreruperi.
Proprietățile plasticului ABS
Mai jos sunt câteva dintre proprietățile materialului ABS:
Structura chimică ABS: (C₈H₈·C₄H₆·C₃H₃N)ₙ
Rezistenţă: Plasticul ABS are o rezistență ridicată la substanțe chimice, la încordare, la căldură și la impact.
Rata de micsorare: Rata sa de contracție este între o.5 – 0.7 %.
Temperatura: Temperatura sa tipică este de 200-238 °C/392-460,4 °F.
Temperatura de lichefiere: Termoplasticul se lichefiază când atinge 105°C / 221°F.
Gravitație specifică: 1.06
Rezistență la tracțiune: 46 MPa (6600 PSI)
În special, plasticul ABS oferă un echilibru excelent în ceea ce privește rezistența, rezistența, caracteristicile electrice și alte caracteristici. Aceste proprietăți excelente au permis polimerului să fie utilizat pentru diverse aplicații structurale și modele de produse.
Proces de turnare prin injecție ABS

Iată ciclul procesului pentru turnarea prin injecție ABS:
Injecţie: Plasticul ABS, sub formă de pelete, este topit într-o formă lichidă și apoi injectat în matriță. Timpul de injectare va depinde de presiunea de injecție aplicată, volumul de injectare (cantitatea de material ABS injectat) și puterea de injecție.
Răcire: Plasticul topit este răcit și se solidifică la forma matriței. Cu toate acestea, rețineți că poate apărea o contracție în timpul procesului de răcire. Prin urmare, mai multă topitură este lăsată să curgă în matriță pentru a reduce cantitatea de contracție vizibilă a mucegaiului. Timpul de răcire depinde de diferite proprietăți termodinamice ale plasticului și de grosimea maximă a peretelui.
Ejectie: După o răcire suficientă, piesa răcită poate fi scoasă din matriță prin sistemul de ejectare.
Plasticul ABS poate fi fabricat folosind majoritatea tipurilor standard de mașini. Poate fi turnat prin suflare sau turnat prin injecție. De asemenea, deoarece are un punct de topire scăzut, aproximativ 200°C sau 392°F, poate fi cel mai bine procesat prin imprimare 3D pe o mașină FDM.
În calitate de companie de turnare prin injecție cu renume, folosim cele mai noi tehnologii de producție pentru a produce piese turnate de înaltă calitate și pentru a vă satisface pe deplin nevoile de turnare ABS.
Tehnici de turnare prin injecție ABS
Piese cu pereți subțiri: Datorită vâscozității ridicate a ABS, presiunea de injecție trebuie crescută pentru piesele cu pereți subțiri.
Piese cu pereți groși: Producția de piese cu pereți groși folosind tehnicile standard poate duce la urme de scufundare. De aceea se recomandă turnarea prin injecție prin compresie. Adaugă o anumită cantitate de topitură în matriță pentru a crea produsul final.
Piese goale mari: Tehnicile de turnare prin injecție asistate cu gaz sau cu apă sunt vitale pentru producerea pieselor goale mari.
Multi-material: Supramularea sau turnarea prin inserție poate fi necesară dacă intenționați să creați piese cu mai multe materiale.
Considerații privind prelucrarea turnării prin injecție ABS
Iată câteva aspecte de luat în considerare în timpul procesului de turnare prin injecție ABS:
Grosimea uniformă a peretelui
Grosimea peretelui din plastic ABS trebuie să fie uniformă pentru a rezista la stres sau solicitare. Producătorul poate consolida rezistența implementând nervuri sau raze suplimentare.
Pre-tratament cu rășini ABS uscate
Materialul plastic ABS tinde să absoarbă umiditatea la o rată cuprinsă între 0,2% – 0,8%. Absorbția umidității poate crește ciclurile de funcționare, cererea de energie și costurile. De asemenea, prezența umezelii poate duce la piese turnate tulbure. Prin urmare, producătorul dumneavoastră trebuie să usuce bine rășinile ABS înainte de etapa de fabricație. Adică la un nivel de temperatură între 80 și 90°C timp de cel puțin 2 ore. Reduce rata de absorbție la mai puțin de 0,1%.
Dimensiunea razei
Cu cât raza este mai mare, cu atât este mai mică presiunea asupra materialului plastic. Chiar și așa, o rază prea mare poate provoca contracția mucegaiului. Prin urmare, raportul dintre raza ABS și grosimea peretelui ar trebui să fie de cel puțin 0,3.
Controlul temperaturii de turnare prin injecție ABS
Expunerea plasticului ABS la temperaturi extreme poate provoca descompunere termică. Acest lucru duce la modificări chimice și fizice ale piesei turnate injectate, deoarece rupe legăturile chimice. Prin urmare, este vital să se asigure un control optim al temperaturii între 200 – 238°C / 392°F – 460.4°F.
Viteza de turnare prin injectie
O viteză mare de turnare prin injecție poate provoca, de asemenea, descompunere termică, poate reduce luciul sau poate decolora materialul plastic. În schimb, o viteză mică de turnare prin injecție poate duce la umplerea insuficientă a matriței. Din acest motiv, producătorul dvs. ar trebui să echilibreze impulsul pentru a asigura o procesare eficientă și piese turnate de top.
Presiunea de injectare
Plasticul ABS necesită o presiune mare de injecție din cauza vâscozității sale. Cu toate acestea, presiunea excesivă de injecție face ca piesele turnate să se lipească puternic împreună și poate fi mai costisitoare de separat. Prin urmare, producătorul dumneavoastră trebuie să mențină o presiune optimă pentru a crea produse finite cu calități superioare.
Condiții de prelucrare a plasticului ABS
Mai jos sunt câteva condiții de procesare de înțeles:
Presiune de turnare prin injecție: Presiunea de turnare prin injecție trebuie să fie între 50 – 100 MPa.
Presiunea din spate: În timp ce contrapresiunea ridicată permite amestecarea uniformă, aceasta poate provoca, de asemenea, uzură. Prin urmare, se recomandă menținerea unei contrapresiuni de 5 bar.
Design porți și ventilație: Designul porții și ventilației trebuie proiectat eficient. Parametrii care trebuie analizați cu atenție includ lungimea porții (mai puțin de 1 mm), lățimea ventilației (4-6 mm), grosimea (0,025-0,05 mm) și diametrul canalului (3 mm).
Punct de topire: Temperatura recomandată a punctului de topire variază între 200 și 280°C.
Avantajele și dezavantajele turnării prin injecție ABS
Iată câteva avantaje și dezavantaje ale plasticului ABS:
Avantaje
Reciclabilitate: Plasticul ABS poate fi reciclat și topit de mai multe ori fără a-și pierde proprietățile fizice.
Puternic și durabil: După cum am menționat mai devreme, plasticul ABS nu se degradează. Rămâne dur chiar și la temperaturi scăzute. De asemenea, spre deosebire de alte materiale plastice termorigide, plasticul ABS nu arde și nu se degradează în timpul încălzirii, răcirii sau reîncălzirii. Prin urmare, ele pot fi supuse la mai mult de o singură dată încălzire. Se vor topi în lichid și, prin urmare, pot fi turnate cu ușurință prin injecție.
Economie de energie: Mașinile utilizate pentru turnarea prin injecție cu ABS economisesc energie. Acest lucru reduce consumul de energie și, de asemenea, reduce timpul total de procesare. În general, turnarea din plastic ABS îmbunătățește eficiența în fabricarea materialelor termoplastice.
Reproductibilitate: Procesul de turnare prin injecție ABS permite crearea de produse complexe pentru utilizări complexe. Turnarea prin injecție reglementată și alte tehnici complementare permit reproductibilitatea rezultatelor și producerea de piese de înaltă calitate. În plus, ABS poate rezista la temperaturi extreme și își păstrează caracteristicile fizice originale.
Flexibilitate: Plasticul ABS este o rășină flexibilă cu capacități de integrare incredibile. Această versatilitate permite prelucrarea unei game largi de componente pentru diverse industrii.
Stabilitate dimensională ridicată și rată scăzută de contracție: Prin urmare, este potrivit pentru fabricarea de componente ușoare și rigide.
Productivitate ridicată: Turnarea din plastic ABS este o tehnologie de fabricație extrem de eficientă, care permite producția de volum mare cu o intervenție umană redusă.
Dezavantaje
Sensibil la UV: Expunerea continuă la lumina ultravioletă (UV) poate provoca degradarea.
Rezistență scăzută la oboseală: Se poate degrada dacă este supus unor aplicații consistente cu tensiuni mari.
Aplicații ale turnării prin injecție ABS
În general, ar trebui să luați în considerare plasticul ABS dacă produsul dorit necesită rigiditate și durabilitate și ar trebui să fie ușor. De exemplu, este foarte popular pentru fabricarea de instrumente muzicale, electrocasnice, piese de computer și alte componente. Mai jos sunt alte aplicații relevante pentru diferite industrii:
Industrie de contructie: Este folosit în principal în industria construcțiilor pentru fabricarea țevilor și fitingurilor, deoarece este un plastic rezistent la impact.
Industria auto: Folosit ca alternativă la metal, în special pentru piesele care ar trebui să fie ușoare. Aceasta include piese pentru centurile de siguranță, panourile de instrumente, ornamentele stâlpilor, mânerele și componentele tabloului de bord.

Industria electrica: Folosit în industria electrică pentru a face componente electronice, cum ar fi tastaturi și carcase pentru unelte electrice.
Aplicatii comerciale: Turnarea prin injecție ABS este folosită în mod obișnuit pentru a crea piese folosite acasă. Acestea includ panouri de control, aspiratoare, căptușeli pentru frigider și procesoare de bucătărie.
De asemenea, în timp ce ABS este un plastic potrivit pentru turnarea prin injecție, următoarele probleme comune pot apărea în procesul de turnare prin injecție a plasticului ABS:
Semne de scufundare: Apar atunci când materialul termoplastic se contractă neuniform în etapa de răcire. De asemenea, se pot forma atunci când producătorii aplică căldură excesivă sau presiune de injecție insuficientă. Din fericire, producătorii pot preveni acest lucru prin utilizarea unei presiuni ridicate în poartă și asigurând uniformitatea la proiectarea pereților exteriori.
Colmatare: Se întâmplă în caz de răcire neuniformă, provocând distorsiuni. În afară de asta, deformarea poate apărea atunci când materialul este ejectat devreme înainte de o răcire suficientă. Din fericire, acest lucru poate fi prevenit prin utilizarea canalelor de răcire uniform distanțate.
Viscozitate: Vâscozitatea plasticului ABS crește odată cu creșterea temperaturii. Prin urmare, temperatura de topire trebuie menținută într-un interval optim pentru a asigura piesele ABS turnate prin injectare perfecte.
În plus, plasticul ABS poate să nu fie ideal pentru aplicații în aer liber, deoarece nu este rezistent la intemperii și la lumina soarelui. Chiar și așa, cu materiale de umplutură și aditivi, îi puteți crește rezistența și rezistența la razele ultraviolete (UV). Exemple de materiale de umplutură sunt fibrele de oțel inoxidabil, nailonul și acrilul.






{kind=link}
{kind=link}