Kąty nachylenia są kluczowym aspektem projekt formy które wpływają zarówno na jakość, jak i możliwość produkcji elementów formowanych wtryskowo. Stosując odpowiednie nachylenie powierzchni pionowych, zapewniasz łatwe wyjmowanie elementów z formy bez uszkodzeń.
Czym są kąty pochylenia?
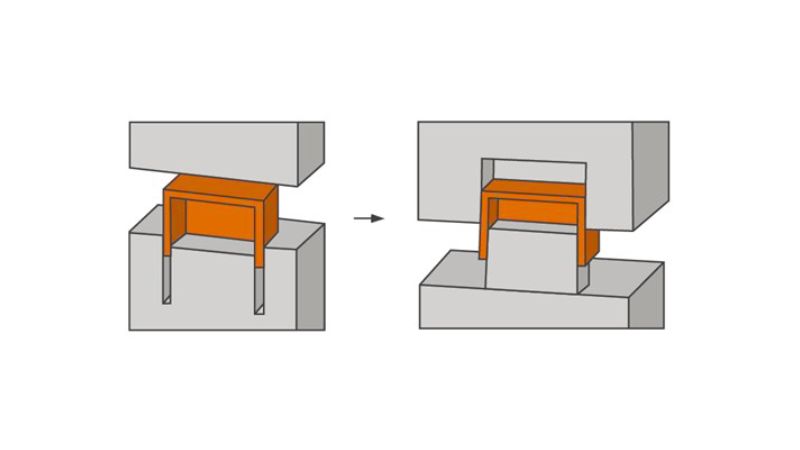
Kąty pochylenia To po prostu stożek lub nachylenie nadawane bokom części przeznaczonych do formowania wtryskowego. Idealnie, każda pionowa powierzchnia w projekcie części powinna mieć pochylenie, aby ułatwić wyjmowanie z formy.
Dlaczego kąty pochylenia są ważne w procesie formowania wtryskowego?
Kąty pochylenia mają kluczowe znaczenie w procesie formowania wtryskowego. Oto kilka konkretnych powodów:
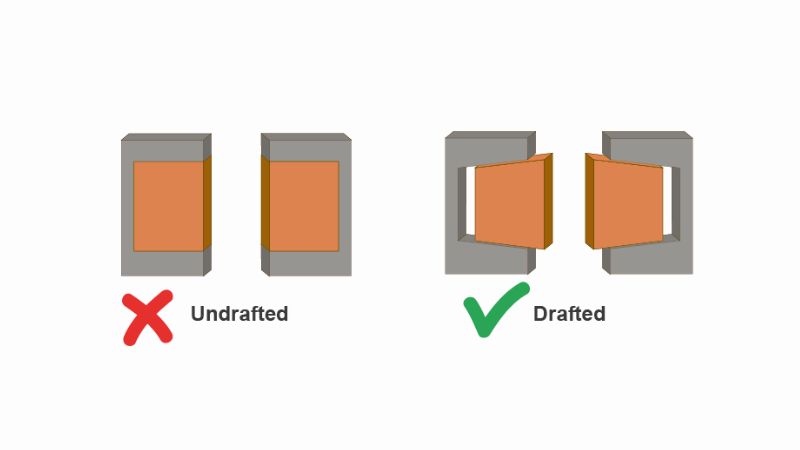
- Łatwe zwalnianie części:Pochylenie pomaga w płynnym wyjęciu części z formy.
- jakość powierzchni:Bez odpowiedniego przeciągu na częściach mogą pojawić się zarysowania lub uszkodzenia.
- Trwałość pleśni: Właściwy kąty pochylenia zmniejsza zużycie samej formy, co wydłuża jej żywotność.
Minimalny kąt zanurzenia Wymagania różnią się w zależności od złożoności części i materiału, ale nawet kąt 1 stopnia może mieć znaczące znaczenie.
Optymalne kąty pochylenia są ustalane na etapie projektowania części i formy i zależą od pożądanego wykończenia i szczegółów wytwarzanego elementu.
Wiele aspektów dotyczących kątów pochylenia
Podczas projektowania części przeznaczonych do formowania wtryskowego, kwestie materiałowe odgrywają kluczową rolę w określaniu odpowiednich kątów pochylenia niezbędnych do udanego wyrzucenia części.
Wybór materiału ma znaczący wpływ na płynięcie i właściwości chłodzące podczas procesu formowania. Na przykład tworzywa termoplastyczne cieszą się dużą popularnością ze względu na swoją wszechstronność; jednak każdy materiał charakteryzuje się unikalnymi właściwościami, które należy starannie ocenić.
Miękkie materiały wymagają zazwyczaj mniejszych kątów pochylenia, wynoszących około 1–2 stopni, natomiast sztywniejsze materiały wymagają większych kątów, często 3 stopni lub więcej, aby ułatwić wyjmowanie części z formy bez jej uszkodzenia.
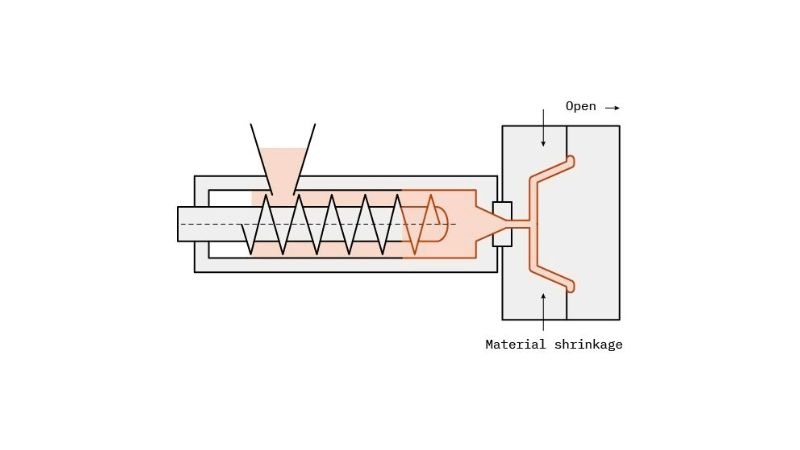
Dodatkowo, w równaniu należy uwzględnić współczynniki skurczu materiałów, ponieważ to one decydują o tym, jak bardzo element kurczy się podczas chłodzenia. Wyższe współczynniki skurczu zazwyczaj wymagają większych kątów pochylenia, aby zapobiec problemom z wypychaniem, podczas gdy niższe współczynniki skurczu mogą pozwalać na mniejsze kąty.
Aby uzyskać optymalne rezultaty, zaleca się stosowanie kąta pochylenia wynoszącego od 1.5 do 2 stopni w przypadku części o głębokości do 2 cali, natomiast w przypadku części o większej głębokości lub bardziej skomplikowanej geometrii mogą być konieczne jeszcze większe kąty.
Co więcej, wykończenie powierzchni elementu może znacząco wpłynąć zarówno na estetykę, jak i funkcjonalność. Na przykład powierzchnie teksturowane wymagają określonych kątów pochylenia w zależności od ich głębokości; lżejsze tekstury można obrabiać przy minimalnych kątach od 1 do 1.5 stopnia, podczas gdy cięższe tekstury mogą wymagać kątów 3 stopni lub większych, aby zapewnić płynne wyrzucanie.
Istotne jest zachowanie równowagi między wymaganiami estetycznymi a wydajnością, ponieważ błyszczące, gładkie wykończenie może wymagać kąta pochylenia wynoszącego zaledwie 0.5 stopnia, natomiast zbyt mały kąt pochylenia może utrudniać wyrzucanie i narażać na szwank integralność części.
Projekt wymagań dla różnych materiałów
| Materiał | Minimalny projekt | Zalecany projekt |
|---|---|---|
| Nylon | 0 ° | 1 ° |
| Polietylen (PE) | 0.5 ° | 1.5 ° |
| Polichlorek winylu (PVC) | 0.5 ° | 1.5 ° |
| Polipropylen (PP) | 1 ° | 2 ° |
| Poliwęglan (PC) | 1.5 ° | 2 ° |
| Akrylonitryl butadienowo-styrenowy (ABS) | 1 ° | 2 ° |
| Polistyren (PS) | 1 ° | 2 ° |
| Elastomer termoplastyczny (TPE) | 0.5 ° | 1.5 ° |
| Octan etylenu i winylu (EVA) | 0.5 ° | 1.5 ° |
| Polietylen o wysokiej gęstości (HDPE) | 1 ° | 2 ° |
Projekt i cechy części
W przypadku elementów formowanych wtryskowo, istotne jest uwzględnienie kątów pochylenia nie tylko dla ścianek, ale także dla wszystkich elementów pionowych, takich jak żebra i występy. Wymagany kąt pochylenia zależy od głębokości tych elementów i ich minimalnej grubości. Poniższa tabela przedstawia minimalną grubość i odpowiadające jej kąty pochylenia dla różnych głębokości elementów.
| Głębokość funkcji | Minimalna grubość / kąty pochylenia |
|---|---|
| 0.25 w. | 0.040 cala / 0.5° |
| 0.5 w. | 0.040 cala / 1°
0.060 cala / 0.5° |
| 0.75 w. | 0.040 cala / 2°
0.060 cala / 1° 0.080 cala / 0.5° |
| 1 w. | 0.060 cala / 2°
0.080 cala / 1° 0.100 cala / 0.5° |
| 1.5 w. | 0.080 cala / 2°
0.100 cala / 1° |
| 2 w. | 0.100 cala / 2° |
| 2.5 w. | 0.100 cala / 2.5° |
| 3 w. | 0.120 cala / 3° |
| 4 w. | 0.140 cala / 3° |
| 5 w. | 0.160 cala / 3.5° |
- Żebra:Zwykle wymagany jest minimalny kąt pochylenia wynoszący 1°, aby zapewnić łatwe wyjmowanie z formy.
- Bossowie:Powinien mieć kąt pochylenia co najmniej 2°, gdy głębokość przekracza 1 cal, aby ułatwić formowanie.
- Ogólne wytyczne:W miarę wzrostu głębokości obiektu powinna wzrastać również jego minimalna grubość, aby zachować integralność strukturalną.
W ModieCzęsto tworzymy prototypy za pomocą oprogramowania do projektowania wspomaganego komputerowo (CAD). Pozwala nam to zwizualizować, jak kąty pochylenia będą działać w praktyce. Możemy również przeprowadzić symulacje, aby ocenić proces wyrzutu i zidentyfikować potencjalne problemy przed rozpoczęciem produkcji.
Współpraca z naszymi zespołami produkcyjnymi jest niezbędna, aby zapewnić, że zaprojektowane kąty pochylenia są zgodne z możliwościami naszych urządzeń formujących. Bierzemy pod uwagę takie czynniki, jak konstrukcja formy, systemy chłodzenia oraz rodzaj stosowanego procesu formowania wtryskowego.
Po dokładnej ocenie i testach wprowadzamy wszelkie niezbędne korekty kątów pochylenia i finalizujemy projekt. Jeśli masz jakiekolwiek pytania lub potrzebujesz pomocy w projektach formowania wtryskowego, nasz zespół służy pomocą!






{kind=link}
{kind=link}