Պլաստիկ ներարկման համաձուլվածքը կամ ներարկման համաձուլվածքը պլաստիկ մասերի արտադրությունն է մեծ քանակությամբ ներարկման մեքենաների միջոցով:
Հասկանալու համար, թե ինչպես է այն աշխատում, դուք պետք է ունենաք հիմնական գիտելիքներ ներարկման կաղապարների գործիքների մասին, թե ինչ են դրանք, ինչպես են նրանք աշխատում, որտեղ գտնել դրանք և որ ներարկման ձուլման գործիքներն են լավագույնը կոնկրետ առաջադրանքների համար:
Բարեբախտաբար, այս հոդվածը ձեզ տրամադրում է բոլոր մանրամասները, որոնք դուք պետք է իմանաք ներարկման ձուլման գործիքը շահագործելուց առաջ.
Ի՞նչ է ներարկման կաղապարը:
Ներարկման կաղապարը կամ A ափսեը հաստոցային գործիք է, որն օգտագործվում է պլաստիկ ներարկման ձևավորման գործընթացում: Այն ձուլում է հալած պլաստմասսաները պատրաստի պլաստմասսա իրերի:
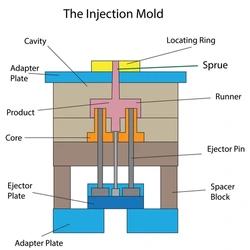
Դա մուտքի կետն է, որը թույլ է տալիս հալված պլաստիկին անցնել ներարկման միավորից: Ներարկման կաղապարի մուտքը կոչվում է սրածայր բուշ: Նրանք միանում են վազորդներին, թունելներին, որոնք կապում են ցողունը խոռոչի պատկերին:
Խոռոչի պատկերը դատարկ տարածություն է ներարկման կաղապարի մեջ, որը փոխակերպում է հալած պլաստիկները իրենց ցանկալի ձևին և չափին:
Ընդհանուր առմամբ, այս ներարկման ձուլման գործիքը կարող է ունենալ մեկ կամ մի քանի խոռոչներ՝ կախված ձեր արտադրության ծավալից: Մեկ խոռոչի կաղապարները կոչվում են մեկ տպավորիչ խոռոչի կաղապարներ, մինչդեռ բազմաթիվ խոռոչներ ունեցողները կոչվում են բազմակի տպավորիչ խոռոչի կաղապարներ:
Ի՞նչ է Ejector Mold-ը:
Էժեկտորի կաղապարը կամ B թիթեղը ներարկման կաղապարման գործիքի այն մասն է, որը հանդես է գալիս որպես ելքի կետ, որի միջոցով պլաստիկ մասերը դուրս են մղվում ներարկման կաղապարից:
Երբ հալած պլաստիկը ձուլվում է, կռվան միավորը սահում է B ափսեը ներարկման կաղապարից՝ ստեղծելով ելքի կետ և դուրս մղելով պլաստիկ արտադրանքները ներարկման կաղապարներից՝ օգտագործելով արտամղիչ կապում:
Ի՞նչ է գերձուլումը:
Over molding-ը գործընթաց է, որի միջոցով ներարկման կաղապարը ձևավորում է մի քանի շերտեր մեկ արտադրանքի շուրջ: Դա անում է ներարկման ձևավորված մասերը կաղապարի մեջ նորից ներմուծելով:
Այնուամենայնիվ, ձեզ հարկավոր են մասնագիտացված ներարկման համաձուլվածքներ բազմաթիվ ներարկման միավորներով, որպեսզի այս գործընթացը հաջող լինի:
Գերձուլման գործընթացը պարզ է. Դուք սկսում եք կաղապարել պլաստմասե արտադրանքները հիմնական գույնի նյութով, ապահովելով, որ բավականաչափ տեղ եք թողնում տարբեր գույներով ավելի շատ պլաստմասսե արտադրանքներ տեղադրելու համար:
Ներարկման կաղապարի գործիքների դարպասների տեսակները
Կաղապարի բացման ժամանակ ստեղծված փոքրիկ բացվածքը կոչվում է դարպաս: Պլաստիկը ներթափանցում է կաղապարի խոռոչները այս բացվածքներով: Ներարկման կաղապարներում հայտնաբերված են դարպասների երկու հիմնական տեսակ: Դրանք ներառում են.
- Ավտոմատ կտրված դարպասներ. այս դարպասները բացվում են ավտոմատ կերպով՝ առանց օպերատորի միջամտության: Այս կերպ ավելի քիչ վնասներ և սպիներ կան: Այս դարպասները ներառում են տաք վազող դարպասը, փականի դարպասը և արտանետվող փին դարպասը:
- Ձեռքով կտրված դարպասներ. այս դարպասների տեսակները պահանջում են, որ օպերատորը բաժանի բաղադրիչները վազողներից, երբ ցիկլը ավարտվի: Դրանք ներառում են ցողունը, սարդը, համընկնման դարպասը և այլն:
Ներարկման կաղապարների տեսակները
Ներարկման կաղապարները տարբերվում են ձևով և չափսերով՝ կախված այն պլաստիկ արտադրանքից, որը ցանկանում եք արտադրել:
Կան բազմաթիվ տեսակի ներարկման կաղապարներ, որոնք կարող եք օգտագործել ձեր պլաստիկ ներարկման ձուլման գործընթացի համար, բայց երկու թիթեղով ձուլումը ամենաշատ օգտագործվողն է:
Պլաստիկ ներարկման համաձուլվածքների տարբեր ձևերը դասակարգվում են հետևյալի հիման վրա.
Կաղապարի խոռոչների քանակը
Ներարկման ձևավորումը տարբերելու հիմնական ուղիներից մեկը կաղապարների խոռոչների քանակով է: Այս կատեգորիայի ներքո կան երեք տարբեր տեսակի ներարկման կաղապարներ: Դրանք ներառում են հետևյալը.
- Ընտանեկան կաղապարներ. Ընտանեկան կաղապարներն ունեն բազմաթիվ տարբեր խոռոչներ: Արտադրող ընկերությունները օգտագործում են այն տարբեր ձևերի և չափերի պլաստիկ բաղադրիչներ արտադրելու համար:
- Մեկ խոռոչի կաղապարներ. Այն օգտագործվում է մեկ ցիկլով մեկ կաղապարված մաս ստեղծելու համար, քանի որ այն ունի միայն մեկ խոռոչ: Դրանք, որպես կանոն, իդեալական չեն մեծածավալ պլաստիկ արտադրությունների համար, բայց ավելի էժան են, քան մյուսները:
- Բազմ խոռոչի կաղապարներ. ներարկման համաձուլվածքների այս գործիքն ունի մի քանի նույնական խոռոչներ՝ նմանատիպ տարաների մեծ ծավալներ արտադրելու համար:
Սնուցման համակարգ
Պլաստիկ ներարկման կաղապարման գործիքները տարբերելու մեկ այլ միջոց է նրանց սնուցման համակարգը, ալիքների հավաքածուն, ներառյալ վազորդները, դարպասները և ցողունները, որոնք հալած պլաստիկն ուղղում են կաղապարի խոռոչ:
Ահա այս կատեգորիայի կաղապարների տարբեր տեսակները.
- Մեկուսացված վազող ներարկման կաղապար. Այս ներարկման կաղապարն օգտագործում է չտաքացվող վազորդներ՝ հալած պլաստիկն ուղղորդելու դեպի խոռոչի պատկերը և փամփուշտների ջեռուցիչները՝ ստեղծելով շերտեր, որոնք շրջապատում են հալած պլաստիկը, որպեսզի ձևավորվեն մեկուսացված կեղտեր:
- Տաք վազող ներարկման կաղապար. Սրանք ներարկման կաղապարներ են, որոնք օգտագործվում են ներարկման համաձուլվածքներում, որոնք օգտագործում են արտաքին կամ ներքին տաքացվող ձողեր: Կաղապարները մշտապես փակվում են բազմաբնույթ ափսեի մեջ, որպեսզի կանխեն դրանց արտանետումը պլաստիկ մասերի հետ:
- Սառը վազող ներարկման կաղապար. Ինչպես մեկուսացված վազող ներարկման կաղապարը, սառը վազորդները օգտագործում են չջեռուցվող վազողներ՝ հալված պլաստիկը դեպի խոռոչներ ուղղելու համար, ինչը նրանց դարձնում է լավագույն տարբերակը ջերմության նկատմամբ զգայուն պլաստիկ բաղադրիչներ արտադրելիս:
Կաղապարի ափսե
Ինչպես նշվեց, կաղապարի թիթեղները կաղապարման գործիքներից են, որոնք օգտագործվում են պլաստիկ տարաներ արտադրելու համար: Պլաստիկ ներարկման տարբեր գործիքները տարբերելու համար կարող եք օգտագործել կաղապարների թիթեղների քանակը: Դրանք ներառում են հետևյալը.
- Երկու թիթեղով ներարկման համաձուլվածք. Այս ներարկման կաղապարն ունի գործիքների մատչելի ծախսեր և կարող է օգտագործվել գրեթե ցանկացած վազող համակարգի հետ՝ դարձնելով այն ամենաշատ օգտագործվող ներարկման կաղապարը հարյուր հազարավոր պլաստիկ արտադրող ընկերությունների կողմից: Այնուամենայնիվ, նրանք ավելի շատ ծանոթ են մեկ խոռոչի կաղապարներին:
- Երեք ափսեի ներարկման համաձուլվածք. Այն ունի լրացուցիչ մերկացնող ափսե՝ երկու բաժանման գծերով, ի տարբերություն մեկ բաժանման գիծ ունեցող երկու ափսեի կաղապարի: Այս գծերը բաժանում են գործող համակարգը ներարկման ձևավորված մասերից:
- Շերտավոր ներարկման կաղապար. Սա այս կատեգորիայի ամենաթանկ ներարկման կաղապարն է, բայց այն ավելի արդյունավետ է և նվազեցնում է ընդհանուր շահագործման ծախսերը: Այն նաև օգտագործում է մի քանի սեղմիչ տոննա յուրաքանչյուր ցիկլի համար:
Պլաստիկ ներարկման գործիքային նյութերի ընտրություն
Գործիքների նյութի ընտրությունը ամենաանտեսված, բայց կարևորագույն ներարկման ձևավորման գործիքներից մեկն է: Ձեր նյութի ընտրությունը զգալիորեն կազդի ձեր ներարկման կաղապարի գործիքավորման կյանքի տեւողության վրա:
Դուք կարող եք կառուցել ձեր ձուլման գործիքները, օգտագործելով ալյումին կամ պողպատ: Այնուամենայնիվ, ալյումինը լավագույն տարբերակը չէ բարձր հանդուրժողականությամբ պլաստիկ մասեր արտադրելիս: Հետևաբար, դուք պետք է օգտագործեք այն միայն ցածր հանդուրժողականության բաղադրիչներ պատրաստելիս:
Պետք է նաև նշել, որ.
- Պողպատի պատշաճ կարծրությունը և աստիճանը վճռորոշ են ներարկման կաղապարի գործիքների ամրությունն ու ամրությունը հավասարակշռելու համար:
- Ապակիով լցված նյութերի ձևավորման համար ձեզ ավելի կոշտ պողպատ է անհրաժեշտ, որոնք կարող են մաշել գործիքները, ինչպիսիք են վազորդները և դարպասները:
- Դուք կարող եք նաև օգտագործել պողպատի կարծրություն՝ պողպատի փխրունություն ներկայացնելու համար: Եվ, հետևաբար, դա լավագույնը չէ օգտագործել կողային ծանրաբեռնվածության նկատմամբ խոցելի գործիքակազմերի համար:
Հարաբերությունները ամուր գործիքավորման բարդության և ամուր հանդուրժողականության միջև
Գործիքների կաղապարի ձևավորումը, կավիտացիան և նյութերը ազդում են պլաստիկ ներարկման գործիքների հանդուրժողականության վրա: Ավելի պարզ գործընթացն, ամենայն հավանականությամբ, կբերի և կպահպանի ավելի խիստ հանդուրժողականություն, քան բարդ մասերը, քանի որ դրանք կարող են վտանգել խիստ հանդուրժողականությունը, քանի որ կան այլ փոփոխականներ, ինչպիսիք են խոռոչների քանակը, որոնք պետք է հաշվի առնել:

Ընդհանրապես, ձեզ հարկավոր են պլաստմասսա ներարկման համաձուլվածքների բարդ գործիքներ՝ բարդ դետալներ արտադրելու համար՝ հավելյալ առանձնահատկություններով, ինչպիսիք են թելերը և ներարկումները: Դուք կարող եք նաև պահանջել լրացուցիչ պտտվող մեխանիկական փոխանցումներ բարդ երկրաչափությունների դեպքում:
The Process for Injection Moulding Tooling
Ներարկման ձևավորման գործընթացը այնքան էլ բարդ չէ: Այնուամենայնիվ, գործընթացը կարող է տարբեր լինել՝ կախված այն ապրանքներից, նյութերից և բնութագրերից, որոնք դուք ցանկանում եք հանդիպել:

Այսպիսով, ահա ներարկման ձևավորման գործընթացի հիմնական փուլերը.
Դիզայն և ճարտարագիտություն
Ներարկման ձևավորման գործընթացի առաջին փուլը դիզայնի ստեղծումն ու ճարտարագիտությունն է: Այն ներառում է ներարկման կաղապարի 3D CAD մոդելի ստեղծում և դրա կատարողականության փորձարկում՝ տեսնելու, թե արդյոք այն արտադրում է պլաստիկ մասեր ցանկալի ձևերով, չափերով և հանդուրժողականությամբ՝ օգտագործելով սիմուլյատորական ծրագրակազմ:
Նախատիպ
Հաջորդ քայլը նախատիպի կաղապարի ստեղծումն է՝ դիզայնը փորձարկելու համար: Սա օգնում է ձեզ որոշել, թե արդյոք ձեր մոդելը կտա ձեզ ցանկալի արդյունք, թե ոչ: Դուք կարող եք նաև օգտագործել այս փուլը՝ ձեր կաղապարի դիզայնը բարելավելու համար, մինչև այն հասնի վերջնական փուլին:
Գործիքների պատրաստում
Ահա թե որտեղ եք արտադրում իրական կաղապարը: Կաղապարներ արտադրելու համար կարող եք օգտագործել տարբեր նյութեր, ինչպիսիք են ալյումինը և պողպատը, և տեխնիկա, ինչպիսիք են էլեկտրական լիցքաթափման մշակումը (EDM), CNC հաստոցը կամ 3D տպագրությունը:
Կաղապարի որակավորում
Ներարկման ձուլման գործիքավորման հաջորդ գործընթացը ներառում է մի քանի փորձնական մասերի արտադրություն և ձևավորված պլաստմասսայի հատկությունների և չափսերի չափում՝ տեսնելու, թե արդյոք դրանք համապատասխանում են պահանջվող բնութագրերին և ստանդարտներին:
Զանգվածային արտադրություն
Այժմ, երբ դուք գիտեք, որ ձեր կաղապարը համապատասխանում է, կարող եք օգտագործել այն զանգվածային արտադրության համար: Սա ներառում է կաղապարի տարբեր խոռոչները լցնել հալած պլաստմասսայով և բավական ժամանակ տալ դրան սառչելու և ամրանալու համար՝ վերցնելով կաղապարի ձևը:
Տեխնիկական սպասարկում
Գործընթացը չի ավարտվում մեկ արտադրությամբ. Դուք պետք է պահպանեք ներարկման ձևավորումը, որպեսզի այն շարունակի արտադրել բարձրորակ արտադրանք: Սա նշանակում է վերանորոգել մաշված մասերը, կատարել անհրաժեշտ ճշգրտումներ և ժամանակ առ ժամանակ մաքրել դրանք:
Բաներ, որոնք պետք է հաշվի առնել, երբ փնտրում եք պլաստիկ կաղապարներ արտադրող ընկերություն
Ձեր մաքսային ներարկման ձևավորման գործընթացի համար լավագույն արտադրական ընկերություն գտնելը կարող է մի փոքր դժվար լինել: Դուք պետք է իմանաք, թե ինչ հարցեր եք տալիս և ինչ պատասխաններ ունեք:

Ձուլման գործընթացի լավագույն արտադրողը ստանալու համար հաշվի առեք հետևյալը.
- Տարիների փորձ: Փորձը կարևոր է: Ավելի մեծ փորձ ունեցող արտադրությունները, ամենայն հավանականությամբ, կառաջացնեն ավելի քիչ թերություններ՝ նվազեցնելով գործառնական ընդհանուր ծախսերը:
- Ներքին արտադրություն. Դուք կցանկանայիք վարձել տեղական արտադրողի, որպեսզի օգտվեք ներքին գործիքներից:
- Մաքուր հաղորդակցություն. Դուք կցանկանայիք վարձել վստահելի արտադրողի, որը թույլ կտա ձեզ իմանալ, թե ինչպես է ընթանում գործընթացը: Խնդրեք նրանց նախօրոք ձեզ հետ տանել այդ գործընթացը՝ չմոռանալով հետաքրքրվել անհրաժեշտ նյութերի մասին: Տեսեք, թե ինչպես են նրանք ներկայացնում իրենց նպատակները և որոշեք, թե արդյոք դրանք այնպիսին են, ում հետ կարող եք շփվել
Եզրակացություն
Այժմ, երբ դուք գիտեք, թե ինչպես են աշխատում պլաստիկ ներարկման համաձուլվածքները, կարող եք սկսել ձեր նախագիծը: Խելամիտ ժամկետներում մեծ քանակությամբ պլաստիկ տարաներ ստեղծելը բավականին պարզ գործընթաց է: Այն նաև մատչելի է և կօգնի ձեզ հնարավորինս կարճ ժամանակում որակյալ կտորներ արտադրել:






{kind=link}
{kind=link}