La technique de moulage par injection est utilisée dans la fabrication de moules à injection pour des pièces identiques, appelés composants moulés. Ce processus nécessite une pression élevée et le plastique fondu ou un autre matériau est injecté dans une cavité de moule pour le moulage par injection de plastique.

La deuxième étape a lieu à l'intérieur du moule, où la substance se refroidit et se solidifie, en épousant les contours du creux. La partie moulée est ensuite retirée après ouverture du moule. La procédure est répétée plusieurs fois pour créer de nombreuses pièces identiques.
De plus, un acier extrêmement résistant est couramment utilisé pour les moules à injection, construits pour résister à la haute pression et à la chaleur générées pendant le processus de moulage par injection. Pour fabriquer des pièces précises et cohérentes, les moules doivent être précis.
La qualité du produit fini est considérablement influencée par la conception du moule, qui peut être compliquée en raison de considérations telles que le type de matériau moulé, la forme prévue de l'article fini et les procédures de production impliquées.
Les pièces moulées sont utilisées dans divers produits, des articles ménagers simples aux pièces mécaniques complexes utilisées dans des secteurs tels que l'automobile, l'électronique et les appareils médicaux. Le moulage par injection est une méthode de production appréciée pour divers produits en raison de son adaptabilité et de son prix abordable.
Produits de moulage par injection : équipement et processus
Utilisant des machines spécialisées, le processus industriel de moulage par injection crée des composants moulés à partir de matériaux thermoplastiques ou thermodurcissables. Les composants suivants sont essentiels dans la fabrication de produits de moulage par injection :
Équipement
L'équipement suivant est utilisé pendant le processus de moulage par injection :
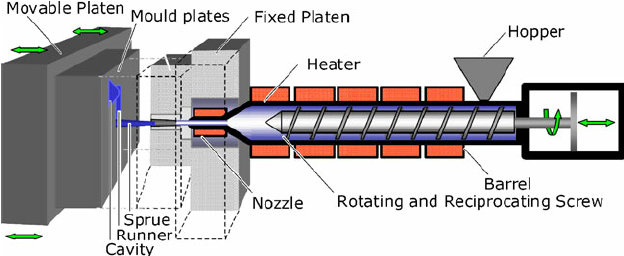
- Presse à injecter : Cette machine contient des composants tels qu'une trémie, un cylindre chauffant, une vis alternative et une pince de moule qui constituent la partie principale de la procédure de moulage par injection. Les granulés de plastique sont fondus par la machine et injectés sous pression solide dans le moule pour fabriquer une pièce moulée.

- Cavité du moule : Cet instrument, souvent composé d'acier ou d'aluminium, donne sa forme au plastique. Deux pièces du moule sont fixées ensemble pendant la procédure de moulage par injection.
- Trémie de matériel : Avant d'être introduits dans le fourreau chauffant de la machine de moulage par injection, les granulés de plastique y sont conservés.
- Baril de chauffage : Les granulés de plastique sont fondus dans cette partie du processus de moulage par injection afin qu'ils soient prêts à être injectés dans le moule.
- Vis alternative : Cette partie de la machine de moulage par injection chauffe le plastique avant de le diriger vers le moule.
- Pince à moule : Ce système applique la pression requise pour injecter le plastique fondu dans le moule tout en maintenant le moule fermé pendant le processus de moulage par injection.
- Système de refroidissement: Ceci est utilisé pour refroidir les composants moulés par injection une fois qu'ils ont été créés. Cela peut être accompli en refroidissant le système avec de l'air, de l'eau ou une combinaison des deux.
Ce sont les éléments essentiels d'une configuration pour le moulage par injection. En fonction des besoins particuliers du processus de moulage par injection, des équipements auxiliaires supplémentaires peuvent également être utilisés, tels que des granulateurs, des sécheurs de matériaux et des unités de contrôle de la température.
Unité d'injection plastique
La fusion et l'injection de la matière plastique dans la cavité du moule sont effectuées par l'unité d'injection de plastique dans le moulage par injection. La matière plastique est fondue et injectée dans le moule à l'aide d'un canon chauffé, d'une vis et d'une buse.
La substance plastique est ensuite placée dans le baril, où la vis mobile la chauffe et la mélange. À l'étape suivante, la buse injecte la matière plastique dans la cavité du moule une fois qu'elle a atteint la température et la consistance appropriées, où elle refroidit et durcit pour créer le résultat souhaité.
Pour maintenir une production constante et de haute qualité, l'unité d'injection plastique, qui est une partie cruciale du processus de moulage par injection, doit être gérée de manière appropriée.
Unité de serrage de moule
Les deux moitiés de moule doivent être étroitement fermées et maintenues ensemble pendant les processus d'injection et de refroidissement par le dispositif de serrage du moule dans le moulage par injection. La force de serrage nécessaire pour maintenir les moitiés de moule fermement ensemble et empêcher toute matière plastique de s'infiltrer hors de la cavité du moule est appliquée et maintenue par l'unité.
Un plateau fixe et un plateau mobile couplés à un système hydraulique ou mécanique constituent l'unité de bridage du moule. Les deux plateaux sont rapprochés lorsque le moule est placé dans la machine, et une force de serrage est ensuite appliquée pour maintenir le moule fermé.
La quantité de force de serrage nécessaire varie en fonction de la taille, de la complexité et du type de plastique utilisé et du moule. Pour garantir une fabrication sûre et efficace, l'unité de serrage du moule, élément crucial du processus de moulage par injection, doit être étroitement surveillée.
Processus : moulage par injection de polymères thermoplastiques
Le processus de moulage par injection de polymères thermoplastiques implique généralement ce qui suit :
Le moule
Le moulage par injection de polymères thermoplastiques dépend fortement du moule d'injection. Il s'agit d'un dispositif utilisé pour mouler du plastique fondu dans l'article fini souhaité. La cavité et le noyau, les deux composants principaux du moule, sont généralement construits pour s'emboîter afin de créer une forme tridimensionnelle.

Après avoir été injectée dans la cavité du moule, la matière plastique refroidit et durcit pour prendre la forme du moule. La forme et la taille finales du produit sont déterminées par la conception du moule, ce qui en fait un élément essentiel du processus de moulage par injection.
Le moule doit être soigneusement développé pour garantir que la matière plastique s'écoule sans effort dans chaque cavité et que le processus de refroidissement soit rapide et régulier. De plus, le moule doit être construit à partir de matériaux qui supportent les températures et les pressions élevées utilisées dans le processus de moulage par injection.
Le moule étant réutilisable lors de l'injection, il peut être utilisé pour créer de nombreuses pièces identiques. Pour le maintenir en bon état et capable de continuer à produire des pièces de haute qualité, le moule peut avoir besoin d'être nettoyé et entretenu régulièrement.
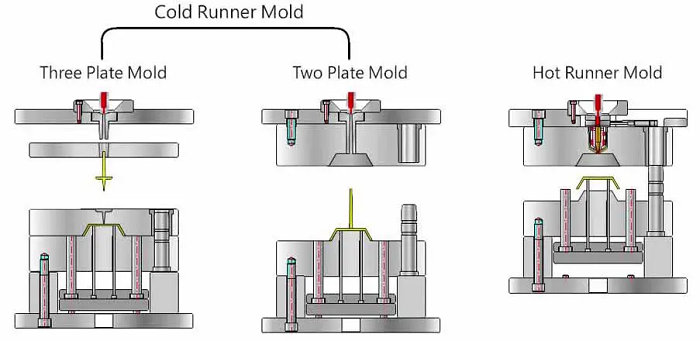
Moule à deux plaques
Dans l'injection de polymères thermoplastiques, le moule à deux plaques est un style typique de moule. Il est composé de deux parties fixées sur les deux plateaux de la machine de moulage, la moitié empreinte et la moitié noyau. Le moule à deux plaques est appelé ainsi parce qu'il a une conception en deux parties avec une ligne de séparation séparant les deux parties du moule.
Le travail du moule à deux plaques consiste à mouler le plastique fondu dans la forme finale requise. La matière plastique est injectée dans la moitié de la cavité du moule à travers une porte au niveau de la ligne de séparation. La cavité est remplie de matière plastique, qui est ensuite laissée refroidir et se solidifier. L'article fini est libéré une fois que les deux moitiés du moule sont ouvertes.
Puisqu'il n'a besoin que de deux plaques et de quelques composants simples, le moule à deux plaques est un type de moule raisonnablement facile et abordable. Cela fonctionne bien pour les composants à géométrie simple, y compris les courbes plates ou arrondies.
Cependant, cela peut ne pas être approprié pour les pièces aux géométries plus complexes, car le remplissage de la cavité avec du plastique peut être difficile dans ces circonstances. Dans le moulage par injection, le moule à deux plaques est polyvalent et souvent utilisé, en particulier pour les pièces simples et les séries de production modestes.
Moule à trois plaques
Le moule à trois plaques est l'un des moules utilisés dans le moulage par injection de polymères thermoplastiques. Comparé au moule à deux plaques, il a plus de fonctionnalités et de polyvalence car il a trois plaques ; deux mobiles et une stable.
Le but du moule à trois plaques est de mouler les pièces moulées par injection de plastique dans la forme finale requise. La matière plastique est injectée dans la moitié de la cavité du moule à travers une porte sur la ligne de séparation.
Une fois que le plastique fondu est dans la cavité du moule, les deux plaques mobiles se détachent de la plaque fixe, permettant à l'objet en plastique d'être expulsé du moule. La troisième plaque du moule à trois plaques, prise en sandwich entre la cavité et la moitié du noyau, est appelée plaque de guidage ou sous-plaque.
Avec l'utilisation de cette plaque, un système de glissière unique peut être créé qui peut être utilisé pour diriger le flux de matière plastique vers diverses cavités ou emplacements à l'intérieur d'une seule cavité. En conséquence, le processus de moulage par injection peut être plus flexible et efficace.
Lors de la production d'articles plus volumineux, où l'utilisation d'un moule à deux plaques entraînerait une taille de moule plus élevée ou nécessiterait l'installation de fonctionnalités supplémentaires telles que des élévateurs, le moule à trois plaques est fréquemment utilisé. En incluant plusieurs cavités dans la conception du moule, le moule à trois plaques peut fabriquer diverses pièces en un seul cycle.
Le moule à trois plaques est un type de moule polyvalent et efficace fréquemment utilisé dans le processus de moulage par injection, en particulier pour les pièces plus grandes et les cycles de production.
Réutilisation de la carotte et du patin dans des moules à deux et trois plaques
Le matériau utilisé, la géométrie de la pièce et les qualités souhaitées du produit fini affectent tous la quantité de carottes et de canaux pouvant être réutilisés dans le moulage par injection. La réutilisation des carottes et des canaux d'alimentation est fréquemment effectuée dans l'industrie du moulage par injection car elle peut réduire les coûts et les déchets.
De plus, la carotte et le canal d'alimentation sont normalement fixés à l'objet moulé dans un moule à deux plaques, et l'ensemble dans son ensemble est éjecté du moule. L'article peut ensuite être détaché manuellement de la carotte et du coulisseau, ce qui peut être utilisé dans d'autres cycles de moulage.
La réutilisation des carottes et des canaux d'alimentation peut nécessiter des procédures de traitement supplémentaires, y compris le broyage ou la refusion, pour s'assurer que le matériau est sous une forme appropriée pour la réutilisation. Dans un moule à trois plaques, la procédure d'éjection sépare la carotte et le coulisseau de l'objet moulé, et la carotte est souvent réutilisée dans des cycles de moulage consécutifs.
La plaque de guidage est généralement amovible, ce qui facilite l'accès au système de guidage et la réutilisation de la carotte et du guidage. Il est crucial de se rappeler que la réutilisation de la carotte et du canal d'alimentation peut avoir un impact significatif sur la cohérence et la qualité du produit final.
Cependant, les matériaux réutilisés peuvent avoir des impuretés ou des problèmes de consistance qui influencent la résistance ou la durabilité de la matière plastique. Pour obtenir des produits homogènes et de haute qualité, une surveillance continue du processus de moulage et de la qualité du matériau recyclé est nécessaire.
En général, l'industrie du moulage par injection réutilise la carotte et le canal d'alimentation dans les moules à deux et trois plaques, ce qui peut aider à réduire les coûts et les déchets. S'assurer que la qualité et les qualités du produit final ne sont pas compromises nécessite une réflexion et une gestion rigoureuses.
Machines de moulage par injection
Les machines utilisées pour le processus de moulage par infection comprennent les suivantes :
Unités d'injection
L'unité d'injection, qui fond et injecte la matière plastique dans le moule, est un élément crucial d'une machine de moulage par injection. Les composants typiques sont le corps, le réchauffeur, la vis ou le piston, la trémie et l'unité d'injection.
Avant d'être mise dans le fût, la matière plastique est d'abord introduite dans la trémie et y est maintenue. La vis ou le piston en mouvement et la chaleur du réchauffeur fondent et homogénéisent le plastique à l'intérieur du baril. Au fur et à mesure de son avancement, la matière plastique fondue est injectée dans le moule à travers une grille par la vis ou le piston.
Le but de l'unité d'injection est de réguler avec précision la température, la pression et le débit de la matière plastique tout au long du processus de moulage par injection. Cela garantit que la matière plastique est uniformément homogénéisée, correctement fondue et injectée dans le moule.
Il est également possible de modifier la vitesse, la pression et le volume de l'unité d'injection, ce qui est crucial lors du moulage d'objets aux géométries complexes ou aux tolérances rigoureuses. En fonction de l'application exacte, le type et la taille de l'unité d'injection peuvent changer, certaines machines étant conçues pour une production à grand volume et d'autres pour un moulage précis ou à petite échelle.
L'unité d'injection est cruciale pour générer des produits en plastique de haute qualité et est souvent l'un des composants les plus importants pour définir les performances et les capacités d'une machine de moulage par injection.
Machine à vis alternative
Un dispositif de moulage par injection, une machine à vis alternative, fond et injecte de la matière plastique dans le moule à l'aide d'une vis alternative. En raison de son adaptabilité, de son efficacité et de sa capacité à créer des produits en plastique de haute qualité, cet équipement est fréquemment utilisé dans le secteur du moulage par injection.
Idéalement, le moulage par injection consiste à fondre et à injecter des matériaux thermoplastiques dans un moule à l'aide d'une machine à vis alternative. Les granulés de plastique sont introduits dans le canon de la machine par la vis alternative et fondus, ainsi sous pression et chaleur.
Après avoir été fondu, le plastique est injecté dans le moule à l'aide d'une vis sous haute pression pour donner au produit fini la forme souhaitée.
Machine à plastifier à vis ou machine à deux étages
La machine à deux étages est une machine de moulage par injection qui utilise deux unités d'injection indépendantes ; un pour faire fondre la matière plastique et un autre pour l'injecter dans le moule.
La fusion et la préparation pour l'injection de la matière plastique sont appelées la première étape, ou « plastification ». À ce stade, une vis alternative produit de la chaleur et de la pression qui font fondre le plastique lorsqu'il est acheminé vers l'unité d'injection primaire de la machine.
La matière plastique fondue est pompée dans le moule lors de la deuxième étape, également appelée étape de « dosage ». Cette étape consiste à déplacer le plastique fondu de l'unité d'injection primaire vers l'unité d'injection secondaire, où il est injecté sous pression solide dans le moule.
Les pièces volumineuses et complexes sont fréquemment produites à l'aide de machines à deux étages, car elles offrent un contrôle supérieur du processus de moulage et permettent une injection plus précise de la matière plastique dans le moule.
Unités de serrage
Les unités de serrage suivantes sont utilisées pour fabriquer des pièces moulées par injection :
Pinces à bascule
Pour maintenir ensemble les deux parties du moule pendant le processus d'injection, des pinces à genouillère sont utilisées dans le moulage par injection. Les pinces sont conçues pour générer une forte force de serrage pour s'assurer que le moule reste fermé et correctement orienté tout au long de l'injection de la matière plastique fondue.
Les pinces à genouillère augmentent la force de serrage fournie au moule grâce à un système de liaison. Le système de liaison produit un avantage mécanique lorsque la pince est engagée, augmentant la force appliquée au moule. En conséquence, les pinces peuvent appliquer beaucoup de force avec seulement une petite force d'entrée.
De plus, les pinces à genouillère sont préférées dans le moulage par injection car elles fournissent une force de préhension robuste et fiable qui peut être modifiée pour répondre aux besoins uniques du processus de moulage. De plus, ils s'engagent et se désengagent rapidement et sont simples à utiliser, ce qui contribue à un temps de cycle global plus court pour le processus de moulage.
Pinces hydrauliques
Des pinces hydrauliques sont fréquemment utilisées dans le moulage par injection pour maintenir ensemble les deux moitiés du moule pendant le processus d'injection. Pour fournir une forte force de serrage au moule et le maintenir solidement fermé et aligné pendant l'injection de la matière plastique fondue, les pinces hydrauliques utilisent la pression hydraulique.
Une pompe hydraulique, des vannes de commande et des vérins constituent le système hydraulique conventionnel utilisé dans le mécanisme de serrage. Les vérins déplacent le plateau de serrage ou la plaque de montage du moule lorsque le système hydraulique est activé, appliquant une pression sur le moule au cours du processus.
Pinces hydromécaniques
Pour maintenir les deux parties du moule ensemble pendant le projet de moulage par injection, le moulage par injection utilise des pinces hydromécaniques, également appelées pinces à bascule.
En combinant un système hydraulique pour démarrer le processus de serrage et un mécanisme à bascule mécanique pour augmenter et maintenir la force de serrage, les pinces hydromécaniques combinent les avantages des méthodes de serrage hydrauliques et mécaniques.
Un vérin hydraulique qui déplace le plateau de serrage vers le plateau fixe génère la force de serrage. Une fois qu'une quantité particulière de force de serrage a été atteinte, le vérin hydraulique se verrouille et le mécanisme à bascule mécanique prend le relais pour continuer à appliquer la force de serrage.






{kind=link}
{kind=link}