Tehnica de turnare prin injecție este utilizată în fabricarea matrițelor de injecție pentru piese identice, cunoscute sub numele de componente turnate. Acest proces necesită presiune ridicată, iar plasticul topit sau alt material este injectat într-o cavitate a matriței pentru turnarea prin injecție a plasticului.

A doua etapă are loc în interiorul matriței, unde substanța se răcește și se solidifică, conformându-se contururilor golului. Porțiunea turnată este apoi îndepărtată după deschiderea matriței. Procedura se repetă de mai multe ori pentru a crea mai multe piese identice.
În plus, oțelul extrem de rezistent este utilizat în mod obișnuit pentru matrițele de injecție, fiind construit pentru a rezista la presiunea ridicată și căldura generate în timpul procesului de turnare prin injecție. Pentru a realiza piese precise și consistente, matrițele trebuie să fie precise.
Calitatea produsului finit este influențată semnificativ de designul matriței, care poate fi complicat din cauza unor considerații precum tipul de material care este turnat, forma dorită a produsului finit și procedurile de producție implicate.
Piesele turnate sunt utilizate în diverse produse, de la bunuri de uz casnic simple până la piese mecanice complexe utilizate în sectoare precum industria automobilelor, electronicii și a dispozitivelor medicale. Turnarea prin injecție este o metodă de producție populară pentru diverse produse datorită adaptabilității și prețului accesibil.
Produse de turnare prin injecție: echipamente și procese
Utilizând utilaje specializate, procesul industrial de turnare prin injecție creează componente turnate din materiale termoplastice sau termorezistente. Următoarele componente sunt esențiale în fabricarea produselor turnate prin injecție:
Echipament
Următoarele echipamente sunt utilizate în timpul procesului de turnare prin injecție:
- Mașină de turnare prin injecție: Această mașină conține componente precum o pâlnie, un cilindru de încălzire, un șurub cu mișcare alternativă și o clemă de matriță, care constituie partea principală a procedurii de turnare prin injecție. Peletele de plastic sunt topite de mașină și injectate sub presiune solidă în matriță pentru a realiza o piesă turnată.

- Cavitatea mucegaiului: Acest instrument, adesea compus din oțel sau aluminiu, dă forma plasticului. Două piese ale matriței sunt fixate împreună în timpul procedurii de turnare prin injecție.
- Buncăr de material: Înainte de a fi introduse în cilindrul de încălzire al mașinii de turnare prin injecție, peletele de plastic sunt păstrate aici.
- Butoi de încălzire: Peletele de plastic sunt topite în această parte a procesului de turnare prin injecție, astfel încât sunt gata de a fi injectate în matriță.
- Șurub cu piston: Această parte a mașinii de turnare prin injecție încălzește plasticul înainte de a-l direcționa spre matriță.
- Clemă de matriță: Acest sistem aplică presiunea necesară pentru a injecta plasticul topit în matriță, menținând în același timp matrița închisă în timpul procesului de turnare prin injecție.
- Sistem de răcire: Aceasta metodă este utilizată pentru răcirea componentelor turnate prin injecție odată ce au fost create. Acest lucru se poate realiza prin răcirea sistemului cu aer, apă sau o combinație a celor două.
Acestea sunt elementele esențiale ale unei configurații pentru turnarea prin injecție. În funcție de nevoile specifice ale procesului de turnare prin injecție, pot fi utilizate și echipamente auxiliare suplimentare, cum ar fi granulatoare, uscătoare de materiale și unități de control al temperaturii.
Unitate de injecție a plasticului
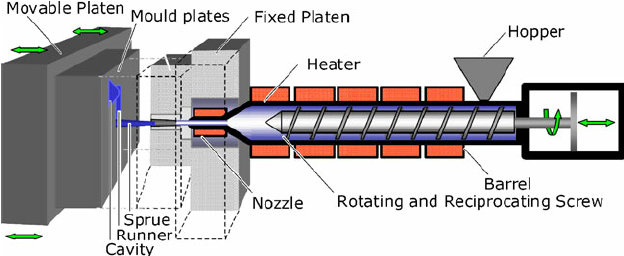
Topirea și injectarea materialului plastic în cavitatea matriței se realizează de către unitatea de injecție a plasticului în turnarea prin injecție. Materialul plastic este topit și injectat în matriță folosind un cilindru încălzit, un șurub și o duză.
Substanța plastică este apoi introdusă în cilindru, unde șurubul mobil o încălzește și o amestecă. În etapa următoare, duza injectează materialul plastic în cavitatea matriței odată ce aceasta a atins temperatura și consistența corespunzătoare, unde se răcește și se întărește pentru a crea rezultatul dorit.
Pentru a menține o producție constantă și de înaltă calitate, unitatea de injecție a plasticului, care este o parte crucială a procesului de turnare prin injecție, trebuie gestionată corespunzător.
Unitate de prindere a matriței
Cele două jumătăți de matriță trebuie să fie închise etanș și ținute împreună în timpul proceselor de injecție și răcire de către dispozitivul de prindere a matriței în turnarea prin injecție. Forța de prindere necesară pentru a menține jumătățile de matriță ferm împreună și pentru a împiedica scurgerea oricărui material plastic din cavitatea matriței este aplicată și menținută de unitate.
O placă staționară și o placă mobilă, cuplate la un sistem hidraulic sau mecanic, alcătuiesc unitatea de prindere a matriței. Cele două plăci sunt trase împreună atunci când matrița este plasată în mașină, iar apoi se aplică o forță de prindere pentru a menține matrița închisă.
Forța de strângere necesară variază în funcție de dimensiunea, complexitatea și tipul de plastic utilizat, precum și de matriță. Pentru a asigura o fabricație sigură și eficientă, unitatea de strângere a matriței, o parte crucială a procesului de turnare prin injecție, trebuie monitorizată îndeaproape.
Procese: Turnare prin injecție Polimeri termoplastici
Procesul de turnare prin injecție a polimerilor termoplastici implică de obicei următoarele:
Mucegaiul
Turnarea prin injecție a polimerilor termoplastici depinde în mare măsură de matrița de injecție. Este un dispozitiv utilizat pentru a modela plasticul topit în produsul finit dorit. Cavitatea și miezul, cele două componente principale ale matriței, sunt de obicei construite pentru a se îmbina pentru a crea o formă tridimensională.

După ce este injectat în cavitatea matriței, materialul plastic se răcește și se întărește pentru a prelua forma matriței. Forma și dimensiunea finală a produsului sunt determinate de designul matriței, ceea ce îl face o componentă critică a procesului de turnare prin injecție.
Matrița trebuie să fie atent dezvoltată pentru a garanta că materialul plastic curge fără efort în fiecare cavitate și că procesul de răcire este rapid și uniform. În plus, matrița trebuie să fie construită din materiale care rezistă la temperaturile și presiunile ridicate utilizate în procesul de turnare prin injecție.
Întrucât matrița este reutilizabilă în timpul injecției, aceasta poate fi utilizată pentru a crea numeroase piese identice. Pentru a o menține în stare bună și pentru a putea continua să producă piese de înaltă calitate, matrița poate necesita curățare și întreținere regulată.
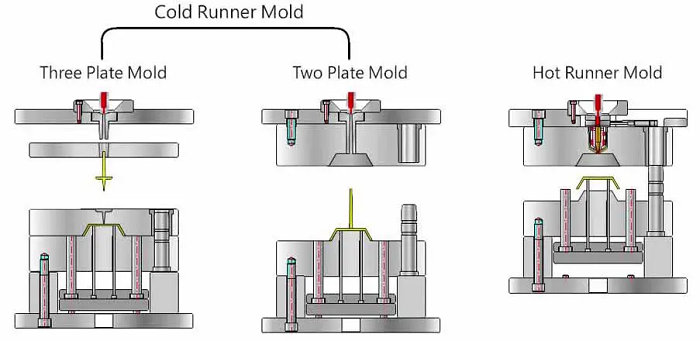
Matriță cu două plăci
În injectarea polimerilor termoplastici, matrița cu două plăci este un tip tipic de matriță. Aceasta cuprinde două părți fixate pe cele două plăci ale mașinii de turnare, jumătatea cavității și jumătatea miezului. Matrița cu două plăci este așa numită deoarece are un design din două părți, cu o linie de divizare care separă cele două porțiuni ale matriței.
Rolul matriței cu două plăci este de a modela plasticul topit în forma finală dorită. Materialul plastic este injectat în jumătatea cavității matriței printr-o poartă la linia de separare. Cavitatea este umplută cu material plastic, care este apoi lăsat să se răcească și să se solidifice. Produsul finit este eliberat odată ce cele două jumătăți ale matriței sunt deschise.
Deoarece necesită doar două plăci și câteva componente simple, matrița cu două plăci este un tip de matriță destul de ușor de realizat și accesibil. Funcționează bine pentru componente cu geometrie simplă, inclusiv curbe plate sau rotunjite.
Totuși, este posibil să nu fie potrivită pentru piese cu geometrii mai complexe, deoarece umplerea cavității cu plastic ar putea fi dificilă în aceste circumstanțe. În turnarea prin injecție, matrița cu două plăci este versatilă și adesea utilizată, în special pentru piese simple și serii de producție modeste.
Matriță cu trei plăci
Matrița cu trei plăci este una dintre matrițele utilizate în turnarea prin injecție a polimerilor termoplastici. Comparativ cu matrița cu două plăci, aceasta are mai multe caracteristici și versatilitate deoarece are trei plăci; două mobile și una stabilă.
Scopul matriței cu trei plăci este de a modela piesele turnate prin injecție de plastic în forma finală necesară. Materialul plastic este injectat în jumătatea cavității matriței printr-o poartă de pe linia de separare.
Odată ce plasticul topit se află în cavitatea matriței, cele două plăci mobile se desprind de placa staționară, permițând obiectului din plastic să fie expulzat din matriță. A treia placă din matrița cu trei plăci, intercalată între cavitate și jumătatea miezului, este denumită placă de alergare sau subplacă.
Cu ajutorul acestei plăci, se poate crea un sistem unic de ghidare care poate fi utilizat pentru a direcționa fluxul de material plastic către diverse cavități sau locații în interiorul unei singure cavități. Drept urmare, procesul de turnare prin injecție poate fi mai flexibil și mai eficient.
La producerea de articole mai mari, unde utilizarea unei matrițe cu două plăci ar duce la o dimensiune mai mare a matriței sau ar necesita instalarea unor caracteristici suplimentare, cum ar fi dispozitivele de ridicare, se utilizează frecvent matrița cu trei plăci. Prin includerea mai multor cavități în designul matriței, matrița cu trei plăci poate realiza diverse piese într-un singur ciclu.
Matrița cu trei plăci este un tip de matriță versatil și eficient, utilizat frecvent în procesul de turnare prin injecție, în special pentru piese mai mari și serii de producție.
Reutilizarea canalului de găurit și a canalului în matrițe cu două și trei plăci
Materialul utilizat, geometria piesei și calitățile dorite ale produsului finit afectează cantitatea de materii prime și canale care pot fi reutilizate în turnarea prin injecție. Reutilizarea materiilor prime și a canalelor se face frecvent în industria turnării prin injecție, deoarece poate reduce costurile și deșeurile.
În plus, canalul de găurire și canalul de găurire sunt fixate în mod normal pe obiectul turnat într-o matriță cu două plăci, iar ansamblul în ansamblu este ejectat din matriță. Articolul poate fi apoi detașat manual de canalul de găurire și canal, care pot fi utilizate în alte cicluri de turnare.
Reutilizarea canalului de turnare și a canalului de turnare ar putea necesita proceduri suplimentare de prelucrare, inclusiv măcinarea sau retopirea, pentru a asigura că materialul este într-o formă adecvată pentru reutilizare. Într-o matriță cu trei plăci, procedura de ejecție separă canalul de turnare și canalul de obiectul turnat, iar canalul de turnare este adesea reutilizat în cicluri consecutive de turnare.
Placa de canal este de obicei detașabilă, facilitând accesul la sistemul de canale și reutilizarea canalului de găurit și a canalului. Este esențial să ne amintim că reutilizarea canalului de găurit și a canalului poate avea un impact semnificativ asupra consistenței și calității produsului final.
Cu toate acestea, materialele reutilizate ar putea avea impurități sau probleme de consistență care influențează rezistența sau durabilitatea materialului plastic. Pentru a obține produse consistente și de înaltă calitate, este necesară monitorizarea continuă a procesului de turnare și a calității materialului reciclat.
În general, industria de turnare prin injecție reutilizează canalul de găurire și canalul de turnare în matrițe cu două și trei plăci, ceea ce poate ajuta la reducerea costurilor și a deșeurilor. Asigurarea faptului că nu sunt compromise calitatea și calitățile produsului final necesită o gândire și un management riguros.
Mașini de turnare prin injecție
Mașinile utilizate pentru procesul de turnare prin infecție includ următoarele:
Unități de injecție
Unitatea de injecție, care topește și injectează material plastic în matriță, este o parte crucială a unei mașini de turnare prin injecție. Componentele tipice sunt cilindrul, încălzitorul, șurubul sau pistonul, pâlnia și unitatea de injecție.
Înainte de a fi introdus în butoi, materialul plastic este mai întâi introdus în pâlnie și păstrat acolo. Șurubul sau pistonul în mișcare și căldura de la încălzitor topesc și omogenizează plasticul din interiorul butoiului. Pe măsură ce avansează, materialul plastic topit este injectat în matriță printr-o poartă de către șurub sau piston.
Scopul unității de injecție este de a regla cu precizie temperatura, presiunea și debitul materialului plastic pe tot parcursul procesului de turnare prin injecție. Acest lucru garantează că materialul plastic este omogenizat uniform, topit corect și injectat în matriță.
De asemenea, este posibilă modificarea vitezei, presiunii și volumului unității de injecție, ceea ce este crucial atunci când se modelează obiecte cu geometrii complexe sau toleranțe exacte. În funcție de aplicația exactă, tipul și dimensiunea unității de injecție se pot modifica, unele mașini fiind concepute pentru producția de volum mare, iar altele pentru turnare precisă sau la scară mică.
Unitatea de injecție este crucială pentru generarea de produse din plastic de înaltă calitate și este adesea una dintre cele mai importante componente în definirea performanței și capacităților unei mașini de turnare prin injecție.
Mașină cu șurub alternativ
Un dispozitiv de turnare prin injecție, o mașină cu șurub cu piston, topește și injectează material plastic în matriță folosind un șurub cu piston. Datorită adaptabilității, eficacității și capacității sale de a crea produse din plastic de înaltă calitate, acest echipament este frecvent utilizat în sectorul turnării prin injecție.
În mod ideal, turnarea prin injecție implică topirea și injectarea materialelor termoplastice într-o matriță folosind o mașină cu șurub cu piston. Peletele de plastic sunt alimentate în cilindrul mașinii de către șurubul cu piston și sunt topite, sub presiune și căldură.
După topire, plasticul este injectat în matriță folosind un șurub sub presiune ridicată pentru a da produsului finit forma dorită.
Mașină de plastifiere cu pre-șurub sau mașină în două etape
Mașina în două etape este o mașină de turnare prin injecție care utilizează două unități de injecție independente; una pentru topirea materialului plastic și cealaltă pentru injectarea acestuia în matriță.
Topirea și pregătirea pentru injectare a materialului plastic sunt denumite prima etapă sau „plastificare”. În această etapă, un șurub cu mișcare alternativă produce căldură și presiune care topesc plasticul pe măsură ce acesta este introdus în unitatea principală de injecție a mașinii.
Materialul plastic topit este pompat în matriță în timpul celei de-a doua etape, numită și etapa de „dozare”. Această etapă implică mutarea plasticului topit din unitatea de injecție primară în unitatea de injecție secundară, unde este injectat sub presiune solidă în matriță.
Piesele mari și complexe sunt frecvent produse folosind mașini în două etape, deoarece acestea oferă un control superior al procesului de turnare și permit o injectare mai precisă a materialului plastic în matriță.
Unitati de prindere
Următoarele unități de prindere sunt utilizate pentru fabricarea pieselor turnate prin injecție:
Cleme de comutare
Pentru a ține cele două părți ale matriței împreună în timpul procesului de injecție, în turnarea prin injecție se utilizează cleme cu basculant. Clemele sunt concepute pentru a genera o forță de strângere puternică, pentru a asigura că matrița rămâne închisă și orientată corect pe tot parcursul injecției materialului plastic topit.
Clemele cu basculantă cresc forța de strângere aplicată matriței printr-un sistem de legătură. Sistemul de legătură produce un avantaj mecanic atunci când clema este cuplată, crescând forța aplicată matriței. Drept urmare, clemele pot aplica o forță mare cu o forță de intrare mică.
În plus, clemele cu basculant sunt preferate în turnarea prin injecție, deoarece oferă o forță de prindere robustă și fiabilă, care poate fi modificată pentru a se potrivi nevoilor unice ale procesului de turnare. În plus, se cuplează și se decuplează rapid și sunt ușor de utilizat, toate acestea contribuind la un timp de ciclu total mai scurt pentru procesul de turnare.
Cleme hidraulice
Clemele hidraulice sunt frecvent utilizate în turnarea prin injecție pentru a menține cele două jumătăți ale matriței împreună în timpul procesului de injecție. Pentru a oferi o forță de strângere puternică matriței și a o menține închisă și aliniată în siguranță în timpul injecției materialului plastic topit, clemele hidraulice utilizează presiunea hidraulică.
O pompă hidraulică, supape de control și cilindri alcătuiesc sistemul hidraulic convențional utilizat în mecanismul de prindere. Cilindrii mișcă placa de prindere sau placa de montare a matriței atunci când sistemul hidraulic este activat, aplicând presiune asupra matriței în timpul procesului.
Cleme hidromecanice
Pentru a menține cele două părți ale matriței împreună în timpul proiectului de turnare prin injecție, turnarea prin injecție utilizează cleme hidromecanice, denumite și cleme cu asistență la comutare.
Prin combinarea unui sistem hidraulic pentru a porni procesul de prindere și a unui mecanism mecanic cu basculantă pentru a crește și menține forța de prindere, clemele hidromecanice combină avantajele metodelor de prindere hidraulice și mecanice.
Un cilindru hidraulic care deplasează placa de strângere către placa fixă generează forța de strângere. Odată ce s-a atins o anumită valoare a forței de strângere, cilindrul hidraulic se blochează, iar mecanismul mecanic de comutare preia controlul pentru a continua să aplice forța de strângere.






{kind=link}
{kind=link}