Entformungsschrägen sind ein wesentlicher Aspekt von Formendesign die sowohl die Qualität als auch die Herstellbarkeit von Spritzgussteilen beeinflussen. Indem Sie vertikale Flächen richtig neigen, stellen Sie sicher, dass sich Ihre Teile problemlos und ohne Beschädigung aus der Form lösen.
Was sind Entformungsschrägen?
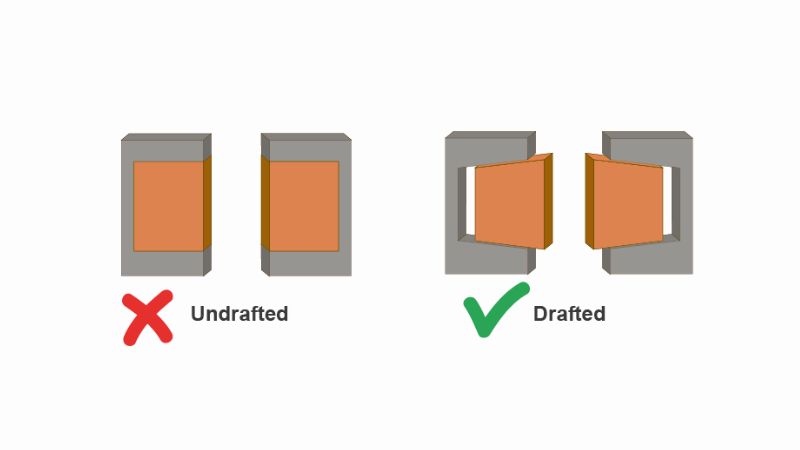
Entwurfswinkel sind einfach die Verjüngung oder Neigung der Seiten von Teilen, die spritzgegossen werden sollen. Idealerweise sollte jede vertikale Oberfläche in Ihrem Teiledesign eine Formschräge aufweisen, um das Entfernen aus der Form zu erleichtern.
Warum sind Entformungsschrägen beim Spritzgießen wichtig?
Entformungsschrägen sind für den Spritzgussprozess von entscheidender Bedeutung. Hier sind einige konkrete Gründe dafür:
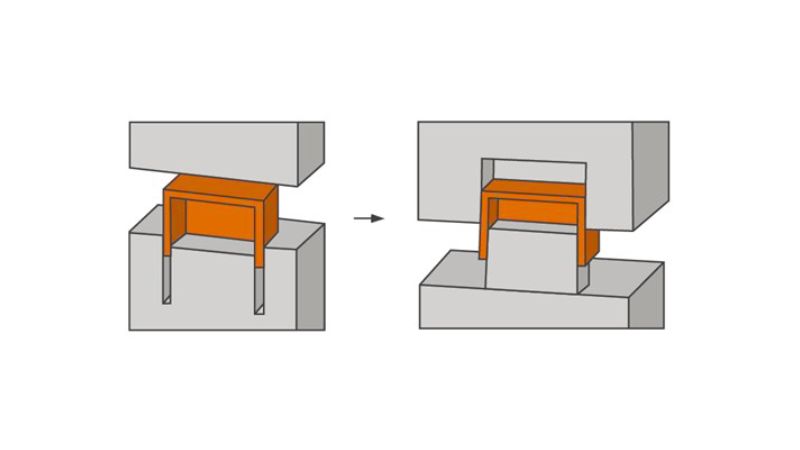
- Einfache Teilefreigabe: Ein Luftzug hilft dabei, das Teil reibungslos aus der Form zu lösen.
- Oberflächenqualität: Ohne ausreichende Zugluft können Teile Kratzer oder Beschädigungen aufweisen.
- Langlebigkeit der Form: Richtig Entformungsschrägen Reduzieren Sie den Verschleiß der Form selbst und verlängern Sie so die Lebensdauer der Form.
Minimaler Entformungswinkel Die Anforderungen variieren je nach Komplexität und Material des Teils, aber selbst ein Winkel von 1 Grad kann einen erheblichen Unterschied machen.
Optimale Entformungsschrägen werden während der Teile- und Formenkonstruktionsphasen festgelegt und hängen von der gewünschten Verarbeitung und den Details des hergestellten Teils ab.
Mehrere Überlegungen zu Entformungsschrägen
Beim Entwurf von Teilen für das Spritzgießen spielen Materialaspekte eine entscheidende Rolle bei der Bestimmung der geeigneten Entformungsschrägen, die für ein erfolgreiches Auswerfen der Teile erforderlich sind.
Die Materialauswahl beeinflusst maßgeblich die Fließ- und Kühleigenschaften während des Formprozesses. Thermoplaste werden beispielsweise aufgrund ihrer Vielseitigkeit häufig bevorzugt. Allerdings weist jedes Material einzigartige Eigenschaften auf, die sorgfältig geprüft werden müssen.
Weichere Materialien erfordern typischerweise kleinere Entformungsschrägenwinkel von etwa 1 bis 2 Grad, während steifere Materialien größere Winkel, oft 3 Grad oder mehr, erfordern, um die Entformung zu erleichtern, ohne das Teil zu beschädigen.
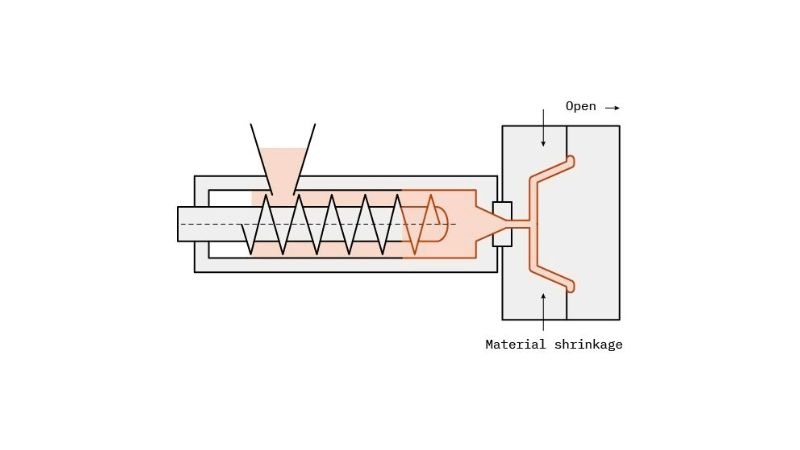
Darüber hinaus müssen die Schrumpfungsraten der Materialien in die Gleichung einbezogen werden, da sie bestimmen, wie stark sich ein Teil beim Abkühlen zusammenzieht. Höhere Schrumpfungsraten erfordern im Allgemeinen größere Entformungsschrägen, um Auswurfprobleme zu vermeiden, während niedrigere Schrumpfungsraten kleinere Winkel zulassen können.
Für optimale Ergebnisse empfiehlt es sich, bei Teilen mit einer Tiefe von bis zu 2 Zoll einen Entformungswinkel von 1,5 bis 2 Grad anzuwenden, während für tiefere oder komplexere Geometrien möglicherweise noch steilere Winkel erforderlich sind.
Darüber hinaus kann die Oberflächenbeschaffenheit des Teils sowohl die Ästhetik als auch die Funktionalität erheblich beeinflussen. Strukturierte Oberflächen erfordern beispielsweise je nach Tiefe bestimmte Entformungsschrägenwinkel. Bei leichteren Strukturen reichen minimale Winkel von 1 bis 1,5 Grad aus, während bei schwereren Strukturen Winkel von 3 Grad oder mehr erforderlich sein können, um ein reibungsloses Auswerfen zu gewährleisten.
Es ist von entscheidender Bedeutung, ästhetische Anforderungen mit der funktionalen Leistung in Einklang zu bringen, da für eine glänzende, glatte Oberfläche möglicherweise ein Formschrägewinkel von nur 0,5 Grad erforderlich ist, eine zu geringe Formschräge jedoch das Auswerfen behindern und die Teileintegrität beeinträchtigen kann.
Entwurfsanforderungen für verschiedene Materialien
| Material | Mindesttiefgang | Empfohlener Entwurf |
|---|---|---|
| Nylon | 0° | 1° |
| Polyethylen (PE) | 0,5° | 1,5° |
| Polyvinylchlorid (PVC) | 0,5° | 1,5° |
| Polypropylen (PP) | 1° | 2° |
| Polycarbonat (PC) | 1,5° | 2° |
| Acrylnitril-Butadien-Styrol (ABS) | 1° | 2° |
| Polystyrol (PS) | 1° | 2° |
| Thermoplastisches Elastomer (TPE) | 0,5° | 1,5° |
| Ethylenvinylacetat (EVA) | 0,5° | 1,5° |
| Polyethylen hoher Dichte (HDPE) | 1° | 2° |
Entwurfs- und Teilefunktionen
Bei Spritzgussteilen müssen die Entformungsschrägen nicht nur für die Wände, sondern auch für alle vertikalen Elemente wie Rippen und Vorsprünge berücksichtigt werden. Die erforderliche Entformungsschräge wird von der Tiefe dieser Elemente und ihrer Mindestdicke beeinflusst. In der folgenden Tabelle sind die Mindestdicke und die entsprechenden Entformungsschrägen für verschiedene Elementtiefen aufgeführt.
| Funktionstiefe | Mindestdicke / Entformungsschrägen |
|---|---|
| 0,25 Zoll. | 0,040 Zoll / 0,5° |
| 0,5 Zoll. | 0,040 Zoll / 1°
0,060 Zoll / 0,5° |
| 0,75 Zoll. | 0,040 Zoll / 2°
0,060 Zoll / 1° 0,080 Zoll / 0,5° |
| 1 Zoll. | 0,060 Zoll / 2°
0,080 Zoll / 1° 0,100 Zoll / 0,5° |
| 1,5 Zoll. | 0,080 Zoll / 2°
0,100 Zoll / 1° |
| 2 Zoll. | 0,100 Zoll / 2° |
| 2,5 Zoll. | 0,100 Zoll / 2,5° |
| 3 Zoll. | 0,120 Zoll / 3° |
| 4 Zoll. | 0,140 Zoll / 3° |
| 5 Zoll. | 0,160 Zoll / 3,5° |
- Rippen: Normalerweise ist ein Mindestens eine Entformungsschräge von 1° erforderlich, um ein einfaches Entfernen aus der Form zu gewährleisten.
- Bosse: Sollte bei einer Tiefe von mehr als 1 Zoll mindestens einen Entformungswinkel von 2° aufweisen, um das Formen zu erleichtern.
- Allgemeine Richtlinien: Mit zunehmender Tiefe des Merkmals sollte auch die Mindestdicke erhöht werden, um die strukturelle Integrität aufrechtzuerhalten.
Bei Modie, wir erstellen Prototypen häufig mithilfe von CAD-Software (Computer Aided Design). So können wir visualisieren, wie die Entformungsschrägen in der Praxis funktionieren. Wir können auch Simulationen durchführen, um den Entformungsprozess zu bewerten und mögliche Probleme zu identifizieren, bevor wir mit der Produktion beginnen.
Die Zusammenarbeit mit unseren Fertigungsteams ist unerlässlich, um sicherzustellen, dass die entworfenen Entformungsschrägen mit den Fähigkeiten unserer Formanlagen übereinstimmen. Wir berücksichtigen Faktoren wie Formdesign, Kühlsysteme und die Art des verwendeten Spritzgussverfahrens.
Nach gründlicher Bewertung und Prüfung nehmen wir alle erforderlichen Anpassungen an den Entformungsschrägen vor und stellen das Design fertig. Wenn Sie Fragen haben oder Hilfe bei Ihren Spritzgussprojekten benötigen, steht Ihnen unser Team gerne zur Verfügung!






{kind=link}
{kind=link}