Die Trennfuge ist eine spritzgegossene Kunststoffverbindung, an der sich die Hälften während des Formvorgangs treffen. Die Sicherstellung einer hohen Linie ist für die Produktfunktionalität und -ästhetik von entscheidender Bedeutung. Allerdings nutzen viele Hersteller die Trennfuge vollständig aus und kontrollieren sie. In diesem Artikel soll ermittelt werden, was die Teilelinie bestimmt und Formenkonstrukteure und Verfahrenstechniker Einfluss darauf nehmen können.
Trennlinien verstehen
Die Trennlinie ist möglicherweise nicht erkennbar. Wenn Sie jedoch in die Feinheiten des Spritzgießens eintauchen, ist das Verständnis der Trennlinien von entscheidender Bedeutung. Sie sind die Blaupause für das Formendesign und beeinflussen die Ästhetik und Funktion Ihres Endprodukts.
Definition und Bedeutung
Das Trennlinie Beim Kunststoffspritzguss bezeichnet man den genauen Punkt, an dem zwei unterschiedliche Hälften der Form zusammentreffen. Diese Linie ist mehr als eine bloße Naht; Es spielt eine entscheidende Rolle im Formprozess und beeinflusst die Integrität und das Erscheinungsbild Ihres Produkts. Als Designer ist es wichtig zu verstehen, dass eine gut gestaltete Trennlinie dafür sorgt, dass Ihre Form korrekt ausgerichtet ist und das fertige Produkt ohne Mängel freigegeben wird.
- Warum es wichtig ist:
- Ästhetik: Minimiert sichtbare Nähte am Endprodukt.
- Funktion: Gewährleistet eine genaue Ausrichtung der Formhälften für eine einwandfreie Produktion.
- Einfache Herstellung: Hilft bei der Vereinfachung des Formprozesses.
Arten von Trennlinien
Trennlinien werden anhand ihrer Ausrichtung und Komplexität innerhalb der Formkonstruktion kategorisiert.
- Vertikale Trennlinie: Diese Linie verläuft senkrecht zur Formöffnung und eignet sich für einfachere Teilegeometrien.
- Wo Sie es sehen werden: Oft als gerade Linie an den Seiten von Produkten sichtbar.
- Gebogene Trennlinie: Wie der Name schon sagt, ist diese Linie gekrümmt und folgt der Kontur komplexerer Designs.
- Vorteile: Ermöglicht komplexere Teileformen.
- Abgestufte Trennlinie: Eine komplexere Form, die Änderungen in der Höhe der Trennlinie über die Formoberfläche mit sich bringt.
- Designer-Herausforderung: Erfordert einen differenzierten Ansatz, um den Merkmalen des Teils gerecht zu werden.
Hier ist eine kurze Referenz für Sie:
| Trennlinientyp | Orientierung | Komplexität | Ideale Nutzung |
|---|---|---|---|
| Vertikal | Senkrecht zur Formöffnung | Niedrig | Einfache Geometrien |
| Gebogen | Entlang der Konturen des Teils | Mittel | Komplexe Formen |
| Geschritten | Mehrere Ebenen | Hoch | Teile mit unterschiedlichen Höhen |
Überlegungen zum Trennliniendesign
Bei der Konstruktion für das Spritzgießen sind die korrekte Ausrichtung der Trennlinien und die Sicherstellung der richtigen Entformungsschrägen sowohl für die Herstellbarkeit als auch für das optische Erscheinungsbild Ihres Produkts von entscheidender Bedeutung.
Einbeziehung von Formschrägen
Entformungsschrägen sind leichte Verjüngungen, die bei der Gestaltung von Formteilen berücksichtigt werden, um deren Entnahme aus der Form zu erleichtern. Ideale Schrägenwinkel hängen von der Tiefe der Form ab: Die Standardregel besteht darin, 1 Grad Schräge pro 1 Zoll Tiefe anzuwenden. Für einen reibungsloseren Entformungsprozess Sie sollten darüber nachdenken, weitere 1 bis 2 Grad hinzuzufügen. Dies ist besonders wichtig in Bereichen in der Nähe der Trennfugen, da es das Risiko einer Beschädigung des Teils beim Auswerfen verringert.
Oberflächenbeschaffenheit und Ästhetik
Die Oberflächenbeschaffenheit Ihres Teils kann durch die Platzierung der Trennfuge stark beeinflusst werden. Es ist wichtig, Trennfugen nach Möglichkeit auf nicht-kosmetischen Oberflächen zu platzieren. Jede Abweichung entlang der Trennlinie kann zu Endbearbeitungsfehlern führen, die sowohl unansehnlich als auch schwer zu reparieren sind. Bei der Herangehensweise an das Design for Manufacturability (DFM) ist eine sorgfältige Analyse der Wechselwirkungen der Trennfuge mit der fertigen Oberfläche ein Muss.
- Überlegungen zur Oberflächenbeschaffenheit: Trennlinien außerhalb von kosmetisch kritischen Bereichen positionieren.
- DFM: Analysieren Sie die Wechselwirkungen zwischen Trennlinien und der beabsichtigten Oberflächenbeschaffenheit.
Formkonfiguration und Montage

Beim Spritzgießen sind eine genaue Formkonfiguration und eine ordnungsgemäße Montage von entscheidender Bedeutung für die Gewährleistung hochwertiger Fertigteile. Ihr Verständnis des Kern- und Hohlraumlayouts sowie der Ausrichtung der Formhälften ist für einen reibungslosen Herstellungsprozess von grundlegender Bedeutung.
Kern- und Hohlraumlayout
Ihr Formenentwurf umfasst zwei wesentliche Komponenten: Kern und Hohlraum. Diese Komponenten bilden zusammen den Negativraum, der Ihr Teil formen wird. Der Kern ist im Wesentlichen der innere Teil Ihrer Form, der hohle Teile des fertigen Stücks erzeugt, während der Hohlraum bezieht sich auf die äußere Form, die das geschmolzene Material ausfüllen wird.
Um die Präzision Ihres Designs zu gewährleisten, beachten Sie Folgendes:
- Materialfluss: Berücksichtigen Sie den Kunststofffluss, um Defekte zu vermeiden.
- Kühlsystem: Integrieren Sie ein effektives Kühlsystem in das Layout, um die Formtemperatur zu kontrollieren und so Verformungen und Spannungen zu reduzieren.
- Auswurfsystem: Planen Sie ein Auswurfsystem, das eine sichere und beschädigungsfreie Entnahme des fertigen Produkts ermöglicht.
Formhälften und Öffnungsrichtung
Der Zusammenbau Ihrer Form umfasst zwei Hälften, die oft als „Form“ bezeichnet werden feste Hälfte und das bewegliche Hälfte. Hier ist eine Kurzanleitung:
- Feste Hälfte: Dieser Teil der Form wird an der stationären Platte der Spritzgießmaschine befestigt.
- Bewegliche Hälfte: Es ist an der beweglichen Aufspannplatte befestigt und öffnet und schließt sich entlang der Formöffnungsrichtung.
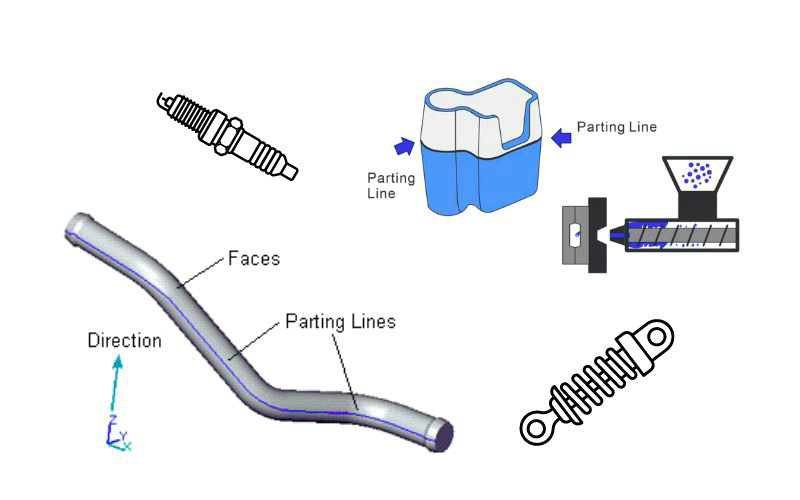
Formöffnungsrichtung: Die Richtung, in der sich die Form öffnet, ist entscheidend und definiert die Position der Trennlinie. Typischerweise öffnen sich Formen in vertikaler Richtung, aber Überlegungen wie komplexe Formen oder spezifische Designs könnten einen alternativen Ansatz wie die horizontale Öffnung erforderlich machen. Stellen Sie immer sicher, dass die Trennlinie klar definiert ist, um beim Schließen der Form eine korrekte Ausrichtung zu erreichen.
Die ordnungsgemäße Berücksichtigung dieser Elemente bei der Gestaltung und Montage Ihrer Form trägt dazu bei, einen fehlerfreien und effizienten Formvorgang zu gewährleisten.
Herstellungsprozess und Teileauswurf

In diesem Abschnitt erkunden Sie den Spritzgießzyklus und das Auswurfsystem, zwei wichtige Komponenten in der Fertigung, die die Endqualität Ihrer Kunststoffteile beeinflussen.
Spritzgießzyklus
Das Spritzgussverfahren beginnt mit der Formvorbereitung. Dabei wird die Form, bestehend aus zwei Hälften, Kavität und Kern genannt, in der Schließeinheit der Maschine befestigt. Der Formzyklus läuft dann mit den folgenden Schritten ab:
- Schließen: Das Werkzeug wird durch die Schließeinheit geschlossen und ist somit spritzbereit.
- Injektion: Geschmolzener Kunststoff wird unter Druck in die geschlossene Form eingespritzt.
- Kühlung: Der Kunststoff kann abkühlen und sich verfestigen, wodurch das endgültige Teil entsteht.
- Öffnung: Nach dem Abkühlen öffnet sich die Form, um das erstarrte Teil freizulegen.
Während dieses Zyklus müssen Ingenieure sicherstellen, dass jeder Schritt sorgfältig kontrolliert wird, um Probleme wie Grate zu vermeiden, bei denen es sich um überschüssiges Material handelt, das aus dem Formhohlraum ausläuft.
Auswurfsystem und Überlegungen
Nach dem Öffnen der Spritzgussform muss das Teil ohne Beschädigung ausgeworfen werden:
- Auswerferstifte: Die gebräuchlichste Methode zum Auswerfen des Teils sind Auswerferstifte – Stangen, die das Teil aus der Form drücken. Die Position und Kraft dieser Stifte sind entscheidend, um Verformungen zu verhindern.
- Blitz vermeiden: Flash entsteht, wenn der geschmolzene Kunststoff in die Nähte zwischen den Formhälften eindringt. Ihr Auswerfersystem sollte nicht durch eine Fehlausrichtung mit dem Teil zur Gratbildung beitragen.
Zusammenfassend lässt sich sagen, dass das Verständnis der Feinheiten des Spritzgusszyklus und die ordnungsgemäße Umsetzung der Auswurfstrategien die einwandfreie Herstellung von Spritzgussteilen gewährleisten, wobei Ihre Rolle als Ingenieur darin besteht, diese Systeme kontinuierlich zu überwachen und zu verfeinern.
Fehlerbehebung und Optimierung
Beim Spritzgießen stehen Sie vor Herausforderungen im Zusammenhang mit Fehlern und der Funktionalität Ihrer Teile. Indem Sie diese Probleme direkt angehen, können Sie qualitativ hochwertige Ergebnisse sicherstellen, die sowohl visuelle als auch funktionale Anforderungen erfüllen.
Behebung von Fehlern und Flash
Beim Umgang mit Mängel B. Grat, bei dem es sich um überschüssigen Kunststoff entlang der Trennlinie handelt, müssen Sie die Form genau beurteilen. Hier sind die wichtigsten Schritte zur Lösung dieser Probleme:
- Prüfen und messen: Untersuchen die Überreste Überprüfen Sie die Größe des Grats und messen Sie deren Dicke, um das Ausmaß des Problems zu verstehen.
- Klemmkraft einstellen: Wenn die Klemmkraft nicht ausreicht, erhöhen Sie sie, um zu verhindern, dass geschmolzener Kunststoff austritt.
- Achten Sie auf die richtigen Toleranzen: Überprüfen Sie die Werkzeugkonstruktion noch einmal, um enge Toleranzen einzuhalten und so Grate zu minimieren.
Verbesserung der Funktionalität und Passform
Zur Verbesserung der Funktionalität Und fit Ihrer Komponenten:
- Überprüfen Sie das Design auf Stresspunkte: Identifizieren Sie Bereiche, in denen dies nicht der Fall ist fit könnte Stress verursachen und zu Defekten führen.
- Testen und verfeinern: Testen Sie Ihre Formanpassungen schrittweise, um sicherzustellen, dass sie Ihren Wünschen entsprechen Kosmetik Und funktionell Standards.
Durch eine systematische und aufmerksame Herangehensweise an diese Aspekte können Sie das verbessern visuelle Qualität Und Funktionalität Ihrer Spritzgussteile und stellen Sie sicher, dass diese frei von Verschmutzungen sind Mängel und zweckmäßig.
Erweiterte Trennlinienkonzepte
Beim Entwerfen von Spritzgussteilen erfordern fortschrittliche Trennlinienkonzepte einen strukturierten Ansatz zur Verwaltung komplexer Geometrien und zur Sicherstellung der Herstellbarkeit. Lassen Sie uns die Nuancen mehrstufiger Trennlinien und die Verwendung von Designanalysetools erkunden.
Mehrstufige und komplexe Trennlinien
Ihre Entwürfe erfordern möglicherweise manchmal Trennlinien, die nicht mit einfachen, geraden Richtlinien behoben werden können – genau hier mehrstufig Und komplexe Trennlinien komm in das Spiel. Diese fortgeschrittenen Strategien sind im Umgang mit komplizierten Aufgaben unerlässlich geometrische Designs. Herkömmliche Trennlinien sind oft gerade und liegen in einer einzigen Ebene, aber mehrstufige Trennlinien verlaufen im Zickzack über verschiedene Ebenen und ermöglichen so Geometrien mit Hinterschneidungen oder anderen komplexen Merkmalen.
- Umfassende Trennlinienkonstruktionen Berücksichtigen Sie diese Faktoren:
- Nebenwirkungen: Hierbei handelt es sich um Mechanismen innerhalb der Form, die eine seitliche Bewegung von Komponenten ermöglichen, um Merkmale zu formen und freizugeben, die nicht parallel zur Formöffnung verlaufen.
- Tarnung: Eine geschickte Platzierung der Trennlinien kann dazu beitragen, diese Linien zu verbergen, sodass sie auf dem Endprodukt weniger auffallen.
Durch die sorgfältige Implementierung mehrstufiger Trennlinien können Sie sowohl die Ästhetik als auch die Funktionalität Ihrer Produkte verbessern. Denken Sie daran, Ihre Entwürfe immer unter Berücksichtigung der potenziellen Komplexität von Trennlinien zu iterieren und den Bedarf an solch fortschrittlichen Techniken vorherzusehen.
Designanalyse und Softwaretools
Hebelwirkung CAD-Pakete Und Software zur Designanalyse vereinfacht die Erstellung und Verfeinerung dieser erweiterten Trennlinien. Mit diesen Werkzeugen können Sie visualisieren, wie Trennlinien mit der Geometrie Ihres Produkts interagieren und diese herstellen Design-Änderungen vor dem Formenbau, wodurch Sie Zeit und Ressourcen sparen.
- Schlüsselfunktionen von Designanalysetools enthalten:
- Erkennung von Bereichen, in denen eine einfache Trennfuge nicht möglich ist.
- Simulation des Öffnens und Schließens der Form, um potenzielle Probleme mit der vorgeschlagenen Trennlinie zu identifizieren.
Wenn Sie a verwenden CAD-Programm Ausgestattet mit spezifischen Werkzeugkonstruktionsfunktionen sind Sie in der Lage, komplizierte Trennlinien präzise auszuführen. Verwenden Sie diese Programme, um die Herstellbarkeit Ihres Designs zu bewerten und sicherzustellen, dass Ihr Teil mit der ausgewählten Trennlinienstrategie erfolgreich geformt werden kann.
Denken Sie beim Navigieren in diesen erweiterten Trennlinienkonzepten immer wieder nach CAD Zeichnungen und Simulationen zur Verfeinerung des Layouts für ein optimales Formdesign. Dieser iterative Prozess wird, unterstützt durch fortschrittliche Softwaretools, die Herstellung effizienter und ästhetisch ansprechender Spritzgussteile erleichtern.
Abschließend ist die Trennlinie ad






{kind=link}
{kind=link}