Les angles de dépouille sont un aspect clé de conception de moule qui affectent à la fois la qualité et la fabricabilité des pièces moulées par injection. En appliquant une pente appropriée aux surfaces verticales, vous garantissez que vos pièces se détachent facilement du moule sans dommage.
Qu'est-ce que les angles de dépouille ?
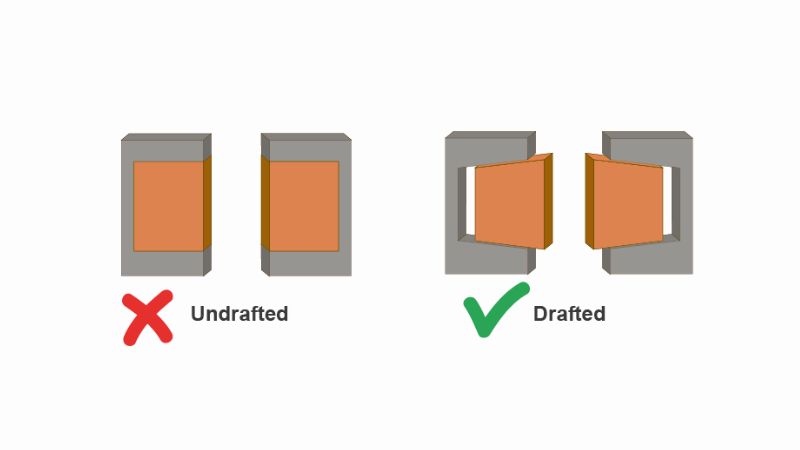
Angles de dépouille Il s'agit simplement de la conicité ou de la pente donnée aux côtés des pièces qui doivent être moulées par injection. Idéalement, toute surface verticale de votre conception de pièce doit inclure une dépouille pour faciliter le retrait du moule.
Pourquoi les angles de dépouille sont-ils importants dans le moulage par injection ?
Les angles de dépouille sont essentiels pour le processus de moulage par injection. Voici plusieurs raisons spécifiques pour lesquelles :
- Libération facile des pièces:Un brouillon permet de faire sortir la pièce du moule en douceur.
- Qualité de surface:Sans tirage adéquat, les pièces peuvent présenter des rayures ou des dommages.
- Longévité des moisissures: Approprié angles de dépouille réduire l’usure du moule lui-même, ce qui prolonge sa durée de vie.
Angle de dépouille minimum les exigences varient en fonction de la complexité et du matériau de la pièce, mais même un angle d'un degré peut faire une différence significative.
Angles de dépouille optimaux sont déterminés lors des étapes de conception de la pièce et du moule et dépendent de la finition et des détails souhaités de la pièce fabriquée.
Plusieurs considérations concernant les angles de dépouille
Lors de la conception de pièces destinées au moulage par injection, les considérations relatives aux matériaux jouent un rôle essentiel dans la détermination des angles de dépouille appropriés nécessaires à une éjection réussie des pièces.
Le choix du matériau influence considérablement les propriétés d'écoulement et de refroidissement pendant le processus de moulage. Par exemple, les thermoplastiques sont largement privilégiés en raison de leur polyvalence ; cependant, chaque matériau présente des caractéristiques uniques qui doivent être soigneusement évaluées.
Les matériaux plus souples nécessitent généralement des angles de dépouille plus petits, d'environ 1 à 2 degrés, tandis que les matériaux plus rigides nécessitent des angles plus grands, souvent 3 degrés ou plus, pour faciliter le démoulage sans endommager la pièce.
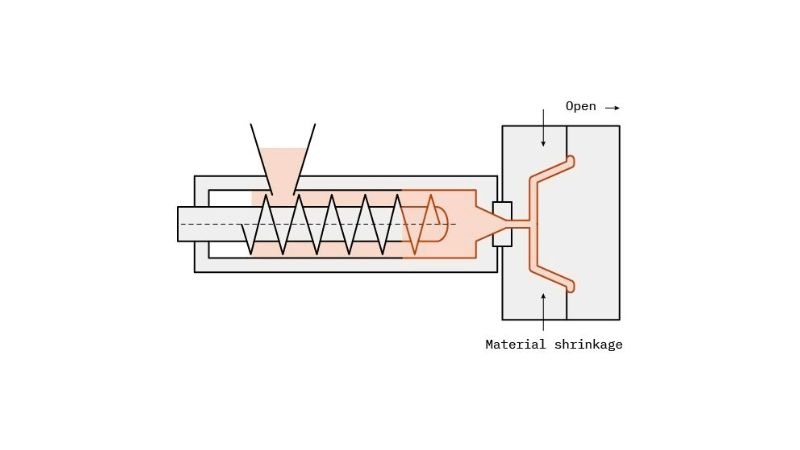
De plus, les taux de retrait des matériaux doivent être pris en compte dans l'équation, car ils déterminent la quantité de contraction d'une pièce pendant le refroidissement. Des taux de retrait plus élevés nécessitent généralement des angles de dépouille plus élevés pour éviter les problèmes d'éjection, tandis que des taux de retrait plus faibles peuvent permettre des angles plus petits.
Pour des résultats optimaux, il est conseillé d'appliquer un angle de dépouille de 1,5 à 2 degrés pour les pièces jusqu'à 2 pouces de profondeur, tandis que les géométries plus profondes ou plus complexes peuvent nécessiter des angles encore plus raides.
De plus, la finition de surface de la pièce peut avoir un impact significatif sur l'esthétique et la fonctionnalité. Les surfaces texturées, par exemple, nécessitent des angles de dépouille spécifiques en fonction de leur profondeur ; les textures plus légères peuvent fonctionner avec des angles minimaux de 1 à 1,5 degrés, tandis que les textures plus lourdes peuvent nécessiter des angles de 3 degrés ou plus pour assurer une éjection en douceur.
Il est essentiel d'équilibrer les exigences esthétiques et les performances fonctionnelles, car une finition brillante et lisse peut nécessiter un angle de dépouille aussi petit que 0,5 degré, mais un angle de dépouille trop faible peut entraver l'éjection et compromettre l'intégrité de la pièce.
Projet d'exigences pour divers matériaux
| Matériel | Tirant d'eau minimum | Projet recommandé |
|---|---|---|
| Nylon | 0° | 1° |
| Polyéthylène (PE) | 0,5° | 1,5° |
| Chlorure de polyvinyle (PVC) | 0,5° | 1,5° |
| Polypropylène (PP) | 1° | 2° |
| Polycarbonate (PC) | 1,5° | 2° |
| Acrylonitrile butadiène styrène (ABS) | 1° | 2° |
| Polystyrène (PS) | 1° | 2° |
| Élastomère thermoplastique (TPE) | 0,5° | 1,5° |
| Éthylène-acétate de vinyle (EVA) | 0,5° | 1,5° |
| Polyéthylène haute densité (PEHD) | 1° | 2° |
Caractéristiques des ébauches et des pièces
Dans les pièces moulées par injection, il est essentiel de prendre en compte les angles de dépouille non seulement pour les parois, mais également pour tous les éléments verticaux, tels que les nervures et les bossages. L'angle de dépouille requis est influencé par la profondeur de ces éléments et leur épaisseur minimale. Le tableau ci-dessous indique l'épaisseur minimale et les angles de dépouille correspondants pour différentes profondeurs d'éléments.
| Profondeur des fonctionnalités | Épaisseur minimale / Angles de dépouille |
|---|---|
| 0,25 po | 0,040 po / 0,5° |
| 0,5 po | 0,040 po / 1°
0,060 po / 0,5° |
| 0,75 po | 0,040 po / 2°
0,060 po / 1° 0,080 po / 0,5° |
| 1 po | 0,060 po / 2°
0,080 po / 1° 0,100 po / 0,5° |
| 1,5 po | 0,080 po / 2°
0,100 po / 1° |
| 2 po | 0,100 po / 2° |
| 2,5 pouces | 0,100 po / 2,5° |
| 3 po | 0,120 po / 3° |
| 4 po | 0,140 po / 3° |
| 5 po | 0,160 po / 3,5° |
- Côtes:Nécessite généralement un angle de dépouille minimum de 1° pour garantir un retrait facile du moule.
- Patrons:Doit avoir un angle de dépouille d'au moins 2° lorsque la profondeur dépasse 1 po pour faciliter le moulage.
- Directives générales:À mesure que la profondeur de la fonction augmente, l’épaisseur minimale doit également augmenter pour maintenir l’intégrité structurelle.
Chez Modie, nous créons souvent des prototypes à l'aide d'un logiciel de conception assistée par ordinateur (CAO). Cela nous permet de visualiser le fonctionnement des angles de dépouille dans la pratique. Nous pouvons également effectuer des simulations pour évaluer le processus d'éjection et identifier les problèmes potentiels avant de passer à la production.
La collaboration avec nos équipes de fabrication est essentielle pour garantir que les angles de dépouille conçus correspondent aux capacités de notre équipement de moulage. Nous prenons en compte des facteurs tels que la conception du moule, les systèmes de refroidissement et le type de processus de moulage par injection utilisé.
Après une évaluation et des tests approfondis, nous effectuons les ajustements nécessaires aux angles de dépouille et finalisons la conception. Si vous avez des questions ou si vous avez besoin d'aide pour vos projets de moulage par injection, notre équipe est là pour vous aider !






{kind=link}
{kind=link}