Akrylové vstrekovanie je populárna metóda na výrobu čírych, pevných a odolných komponentov vyrobených z polymetylmetakrylátu (PMMA). Tento termoplastický materiál je široko používaný pre svoju priesvitnosť, odolnosť voči UV žiareniu a poveternostným vplyvom a stabilitu za rôznych podmienok. V tomto článku sa dozviete základy vstrekovania akrylu a jeho rôzne aspekty.
Pochopenie akrylu
Zoznámime sa s PMMA. Ide o priehľadný a všestranný plast známy svojou odolnosťou voči nárazom a jednoduchým spracovaním. Niektoré bežné aplikácie PMMA zahŕňajú displeje mobilných telefónov, obrazovky akvárií a automobilové okná. Akrylové (PMMA) vstrekovanie ponúka množstvo výhod, ako sú vynikajúce optické vlastnosti, nízke náklady a flexibilita dizajnu.
Funkčné vlastnosti akrylu
Mnoho plastových výrobkov, ktoré používame každý deň, sa vyrába z akrylovej živice. V prvom rade si povedzme o silu aspekt akrylu.
Akrylové exponáty a pevnosť v ťahu asi 75 MPa, čo ho robí relatívne pevným pre plastový materiál. Pokiaľ ide o ohybová pevnosť, akryl má dobrý výkon s hodnotou 90 MPa. To znamená, že vaše hotové akrylové diely vydržia primeraný tlak bez toho, aby sa zlomili alebo zdeformovali.
Čo sa týka rozmerová stálosť, zistíte, že akrylové diely vyrobené vstrekovaním sa minimálne zmršťujú a zachovávajú si svoj pôvodný tvar aj po viacerých cykloch zahrievania a chladenia. Navyše, transparentnosť akryl je jednou z jeho najatraktívnejších vlastností. S mierou priepustnosti svetla 92% je akryl opticky čistý, vďaka čomu je ideálnou voľbou pre šošovky, svetlovody a iné aplikácie, kde je čistota rozhodujúca.
Akryl je tiež známy pre svoje vynikajúce tvrdosť a odolnosť proti poškriabaniu. S tvrdosťou podľa Rockwella M100 je to spoľahlivá voľba materiálu pre aplikácie, ktoré vyžadujú slušnú odolnosť proti opotrebeniu. Zatiaľ čo jeho odolnosť proti nárazu nemusia byť také vysoké ako iné polyméry, ako je polykarbonát, akryl stále ponúka slušnú ochranu proti nárazom, s an sila nárazu približne 16 kJ/m².
Okrem mechanických vlastností má akrylát dobrú chemickú odolnosť voči rôznym rozpúšťadlám a čistiacim prostriedkom. Znamená to, že vaše hotové diely budú časom dobre odolávať chemickej degradácii.
Nakoniec poďme diskutovať o ohybovom module akrylu, ktorý je okolo 3,2 GPa. To naznačuje, že akrylové časti vykazujú vhodnú úroveň tuhosti, čo im umožňuje zachovať si svoj tvar pri veľkom zaťažení bez toho, aby boli príliš flexibilné.
Akryl v rôznych prvkoch
Jednou zo základných výhod akrylu je jeho čistota a transparentnosť, vďaka čomu je ideálny pre mnohé aplikácie, ako sú šošovky, obrazovky, okná a nápisy. Pri vstrekovaní sú akrylové diely známe svojou pôsobivou estetikou a odolnosťou. Automobilový priemysel napríklad používa akrylát na okná a zadné svetlá, ktoré vyžadujú transparentnosť aj pevnosť.
Okrem komponentov možno akryl nájsť aj vo forme farby. Je to preto, že dobre priľne na širokú škálu povrchov a je vodeodolný. Ak pracujete na projektoch, ktoré vyžadujú odolné a ľahké riešenie farby, akryl môže byť tým správnym riešením.
Etapy procesu vstrekovania akrylu
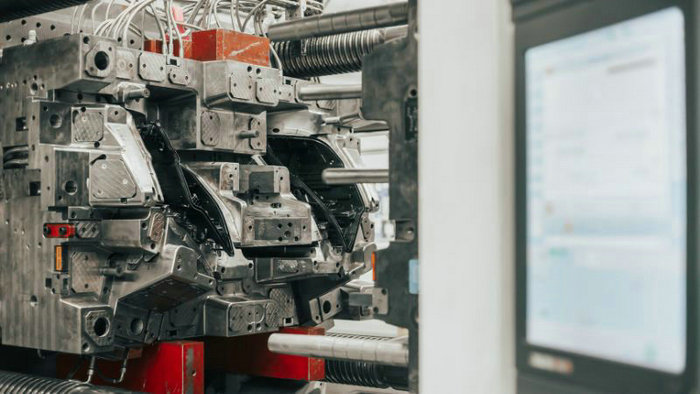
Akrylové vstrekovanie je populárna technika na vytváranie rôznych plastových PMMA komponentov s vynikajúcimi estetickými vlastnosťami. V tomto priateľskom sprievodcovi vás prevedieme hlavnými fázami procesu vstrekovania akrylu, aby ste lepšie pochopili, ako sa vyrábajú vaše požadované produkty.
- Príprava materiálu: Pred začatím procesu formovania je dôležité zabezpečiť, aby bol plastový materiál správne pripravený. Na dosiahnutie optimálnych výsledkov by mal byť obsah vlhkosti nižší ako 0,11 TP3T, najlepšie okolo 0,041 TP3T.
- Tavenie a vstrekovanie: Keď sú materiály pripravené, privádzajú sa do vyhrievaného suda, kde sa roztavia a stanú sa roztaveným plastom. Rýchlosť vstrekovania hrá rozhodujúcu úlohu pri určovaní kvality konečného produktu. Na dosiahnutie bezchybnej povrchovej úpravy a zníženie defektov sa odporúča vstrekovanie roztaveného plastu miernou rýchlosťou.
- Chladenie a tuhnutie: Po vstreknutí roztaveného plastu do dutiny formy potrebuje čas na vychladnutie a stuhnutie. Rýchlosti chladenia by sa mali starostlivo kontrolovať, aby sa predišlo deformácii, zmršťovaniu a iným defektom. Proces chladenia môže byť dosť jemný, ale správne riadenie zaisťuje, že vaše akrylové výrobky budú mať požadovaný tvar a pevnosť.
- Vysunutie a odstránenie dielov: Keď akrylová zložka vychladne a stuhne, je čas ju opatrne vysunúť z formy. Pri odstraňovaní dielu nezabudnite postupovať opatrne, aby ste nepoškodili jeho povrch alebo štruktúru.
- Následné spracovanie: V závislosti od vašich požiadaviek na konečný produkt môže byť potrebné vykonať niekoľko ďalších krokov:
- Brúsenie: Ak má akrylová časť nerovné povrchy alebo drsné hrany, jemné prebrúsenie materiálu pomôže jeho vyhladenie.
- Leštenie: Pre vysoko lesklý povrch, ktorý zvyšuje priehľadnosť akrylu a celkový vzhľad, je leštenie nevyhnutným krokom. Na dosiahnutie zrkadlového lesku môžete použiť leštiace zmesi alebo leštiace nástroje
Estetika a konečná úprava
Na dosiahnutie požadovanej povrchovej úpravy vašich akrylových dielov je potrebné zvážiť niekoľko faktorov počas procesu vstrekovania:
- Výber materiálu: Výber správneho akrylového materiálu je životne dôležitý pre dosiahnutie esteticky príjemného produktu. Niektoré prísady môžu zlepšiť čírosť, farbu a povrchovú úpravu finálnej časti.
- Dizajn formy: Správna konštrukcia formy môže zabezpečiť rovnomerné plnenie a minimálne chyby v hotovej časti. Textúra formy môže byť tiež prispôsobená na dosiahnutie rôznych povrchových úprav, od lesklých po matné.
- Rýchlosť a parametre vstrekovania: Vysoké rýchlosti vstrekovania a starostlivo zvolené parametre formovania môžu pomôcť dosiahnuť hladký, lesklý povrch. Dávajte si však pozor, aby ste neobetovali kvalitu produktu kvôli vzhľadu, pretože nadmerné rýchlosti môžu viesť k ďalším problémom.
- Dokončenie po formovaní: Niektoré diely môžu vyžadovať dodatočné dokončovacie procesy po formovaní, ako je leštenie, lakovanie alebo náter, aby sa dosiahol požadovaný konečný vzhľad.
Riadenie teploty vo vstrekovaní

Akryl sa topí pri teplotnom rozsahu 130-140 stupňov Celzia a môže pracovať pri maximálnej teplote medzi 65 a 93 stupňami Celzia. Vďaka tomu je akryl vhodný na prevádzky pri mierne vysokých teplotách a dá sa pohodlne tvarovať aj teplom. Jeho nízka tepelná vodivosť robí z akrylu výnimočný tepelný izolant.
Pokiaľ ide o vstrekovanie akrylových plastov, udržiavanie optimálnej teploty je nevyhnutné na zabezpečenie kvality a účinnosti procesu. V tejto časti rozoberieme dôležitosť riadenia teploty a ponúkneme niekoľko tipov, ako ho dosiahnuť.
po prvé, teplota sušenia hrá rozhodujúcu úlohu pri príprave plastov na spracovanie. Akryl alebo PMMA má mieru absorpcie vody 0,3-0,4%. Aby ste sa vyhli bublinám, plynovým potrubiam a zníženej čírosti v konečnom produkte, je dôležité udržiavať úroveň vlhkosti pod 0,11 TP3T, zvyčajne okolo 0,041 TP3T. Pomôcť k tomu môže dobre udržiavaná teplota sušenia.
Pokiaľ ide o teplota topenia, je dôležité zvážiť kvalitu produktu a čas cyklu. Akrylové vstrekovanie si vyžaduje vhodnú teplotu taveniny, ktorá bude mať významný vplyv na výsledný produkt. Stojí za zmienku, že bod topenia akrylu je okolo 130-140 stupňov Celzia. V rámci tohto rozsahu by ste mali nájsť optimálnu teplotu topenia, ktorá dosiahne rovnováhu medzi kvalitou a dobou cyklu.
Teraz si pohovorme o teplota formy.
Je nevyhnutné zvážiť teplota vstrekovacej formy pretože priamo ovplyvňuje kvalitu konečného produktu. Vyššia teplota valca napríklad vyžaduje nižší obsah vlhkosti v akrylových doskách (0,021 TP3T), zatiaľ čo nižšia teplota valca si vyžaduje vyššie odstránenie vlhkosti (0,051 TP3T).
Teplota formy ovplyvňuje rozmerovú stálosť a kvalitu povrchu hotového výrobku. Riadenie teploty formy počas procesu vstrekovania je teda kľúčové. Tu sú tri tipy, ktoré vám pomôžu udržať ideálnu teplotu formy:
- Použite systém regulácie teploty: Na udržanie teploty formy integrujte presný systém regulácie teploty.
- Pozorne sledujte teplotu formy: Sledujte aktuálnu teplotu formy a v prípade potreby ju upravte.
- Optimalizujte chladiace kanály: Dobrý dizajn formy obsahuje účinné chladiace kanály a mali by byť správne udržiavané, aby sa zabezpečil účinný odvod tepla.
Ďalšie úvahy pri lisovaní akrylu
Keď sa zaoberáte vstrekovaním akrylu, existuje niekoľko ďalších faktorov, ktoré by ste mali mať na pamäti, aby ste zabezpečili hladký proces a vysokokvalitné výsledky. V tejto časti budeme diskutovať teplota odklonu tepla, ultrazvukové zváranie, a náklady na formu.
Teplota odklonu tepla: Je dôležité vziať do úvahy teplotu deformácie tepla (HDT) akrylu počas procesu tvarovania. HDT predstavuje teplotu, pri ktorej sa materiál začne deformovať pri špecifickom zaťažení. Pre väčšinu akrylových materiálov je HDT medzi 80-100 °C. Udržiavanie teplôt pod HDT zabezpečí, že váš finálny produkt si zachová svoj tvar, bude mať dobré optické vlastnosti a vysokú rozmerovú presnosť.
Ultrazvukové zváranie: V prípadoch, keď potrebujete spojiť dve alebo viac akrylových častí, možno budete chcieť zvážiť ultrazvukové zváranie ako vhodnú techniku. Ultrazvukové zváranie využíva vysokofrekvenčné zvukové vlny na generovanie tepla, ktoré potom roztaví plast a spojí časti dohromady. Je to rýchla a efektívna metóda, ktorá nezanecháva žiadne viditeľné stopy a je obzvlášť užitočná pre akrylové produkty vyžadujúce jasný a čistý povrch.
Cena formy: Nakoniec by ste si mali byť vedomí nákladov spojených s výrobou formy na vstrekovanie akrylu. Vysokokvalitné formy môžu byť nákladné v dôsledku faktorov, ako je zložitosť, veľkosť a materiál. Ak chcete minimalizovať náklady na plesne, zvážte nasledujúce:
- Zjednodušenie dizajnu dielov
- Opätovné použitie komponentov formy, ak je to možné
- Výber vhodných materiálov pre formu
Vplyv na životné prostredie a zdravie počas vstrekovania akrylu
Niektoré aspekty procesu vstrekovania akrylu môžu prispieť k environmentálnym problémom. Keď sa pozrieme na spotrebu energie vstrekovacích lisov, zlepšili sa a teraz sa používajú 20%-50% menej energie v porovnaní s pred desiatimi rokmi. Spotreba elektriny však zostáva dôležitým faktorom, pretože výrazne ovplyvňuje životné prostredie.
Počas procesu vstrekovania akrylu rôzne nebezpečné výpary a výpary môžu vznikať a pri vdýchnutí predstavujú potenciálne zdravotné riziká. Aby sa zabezpečilo zdravie jednotlivcov zapojených do tohto procesu, vo výrobnom zariadení musia byť zavedené správne riešenia vetrania a regulácie výparov.
Alternatívy a porovnania
V tejto časti porovnáme rôzne formovacie materiály vrátane polykarbonátu, ABS a iných syntetických plastov, pričom zdôrazníme ich vlastnosti a aplikácie.
- Polykarbonát (PC): Tento transparentný termoplast je známy svojou vysokou odolnosťou proti nárazu, vďaka čomu je vynikajúcou alternatívou k akrylu pre aplikácie vyžadujúce väčšiu odolnosť. Polykarbonát sa často používa na výrobu produktov, ako sú bezpečnostné zariadenia, automobilové komponenty a okuliarové šošovky. Majte na pamäti, že PC má zvyčajne nižšiu priehľadnosť ako akryl, ale stále môže byť ideálnou voľbou, keď je prioritou odolnosť proti nárazu.
- Akrylonitrilbutadiénstyrén (ABS): Ako ďalší syntetický plast si ABS získal popularitu vďaka svojej nízkej cene, ľahkému vstrekovaniu a dobrým mechanickým vlastnostiam. Hoci nie je tak priehľadný ako akryl alebo polykarbonát, ABS je solídnou voľbou pre projekty, ktoré nevyžadujú vysokú úroveň optickej čistoty. Niektoré bežné použitia ABS zahŕňajú automobilové diely, hračky a domáce spotrebiče.
- Polypropylén (PP): Tento všestranný termoplast má dobrú rovnováhu medzi chemickou odolnosťou, pevnosťou a flexibilitou. Aj keď nie je priehľadný ako akryl, polypropylén sa široko používa v rôznych aplikáciách, ako sú obaly, automobilové komponenty a spotrebný tovar. Ak hľadáte materiál, ktorý ponúka vynikajúcu odolnosť voči chemikáliám a únave, PP môže byť vhodnou voľbou.
- Alternatívne priehľadné termoplasty: Existuje niekoľko ďalších transparentných materiálov dostupných na vstrekovanie. Niektoré príklady:
- ASA (akrylonitril styrén akrylát): ASA, známy pre svoju vynikajúcu odolnosť voči UV žiareniu a poveternostným vplyvom, sa často používa na vonkajšie aplikácie.
- COC (cyklický olefínový kopolymér): Má jedinečnú kombináciu priehľadnosti, chemickej odolnosti a nízkej absorpcie vody, vďaka čomu je vhodný pre lekárske zariadenia a optické aplikácie.
- PCT (polycyklohexyléndimetyléntereftalát): Ponúka vynikajúcu tepelnú odolnosť a optickú čistotu, vďaka čomu je ideálny pre náročné prostredia, ako je automobilové osvetlenie.
často kladené otázky
Aké sú výhody akrylového vstrekovania?
Akrylové vstrekovanie ponúka viacero výhod, ako je vysoká optická čistota, vynikajúca priepustnosť svetla a dobrá farebná stálosť. S priepustnosťou svetla vyššou ako 92% má akryl čírosť podobnú sklu. Okrem toho sú akrylové diely známe svojou pevnosťou, trvanlivosťou a odolnosťou voči poveternostným vplyvom a UV žiareniu, vďaka čomu sú vhodné pre širokú škálu aplikácií.
Ako si vyberiem správny materiál formy pre akryl?
Výber správneho materiálu formy pre vstrekovanie akrylu závisí od faktorov, ako je váš rozpočet, požadovaná životnosť formy a zložitosť dielov. Oceľové formy sú často preferované pre ich odolnosť a schopnosť poskytovať vysokokvalitné hotové diely. Hliníkové formy však môžu byť cenovo výhodnou alternatívou pre malosériovú výrobu alebo menej náročné aplikácie. Spolupráca s výrobcom foriem vám môže pomôcť vybrať ten najlepší materiál formy, ktorý vyhovuje vašim projektovým potrebám.
Aké sú bežné aplikácie akrylových vstrekovaných výrobkov?
Akrylové vstrekované výrobky majú množstvo aplikácií, vrátane automobilových dielov (ako sú zadné svetlá a komponenty prístrojovej dosky), šošovky pre fotoaparáty alebo okuliare, difúzory svetla, nápisy, kryty elektronických zariadení a dekoratívne predmety. Vynikajúce optické vlastnosti a odolnosť akrylu z neho robia obľúbenú voľbu pre tieto rôznorodé aplikácie.
Aké faktory ovplyvňujú kvalitu akrylových vstrekovaných dielov?
Niekoľko faktorov môže ovplyvniť kvalitu vašich akrylových vstrekovaných dielov. Medzi najkritickejšie faktory patrí materiál formy a dizajn, vlhkosť plastového materiálu (najlepšie pod 0,11 TP3T), parametre procesu vstrekovania (ako je teplota, tlak a čas chladenia) a správna manipulácia s materiálom. Tieto faktory prispievajú k zníženiu defektov, ako sú bubliny, plynové potrubia a znížená optická čistota.
Ako je vstrekovanie akrylu v porovnaní s inými technikami?
Akrylové vstrekovanie je všestranný a efektívny proces, ktorý dokáže vytvárať zložité diely s vysokou presnosťou a kvalitou povrchu. Proces je vo všeobecnosti rýchlejší a nákladovo efektívnejší v porovnaní s inými technikami, ako je obrábanie alebo odlievanie. Vstrekovanie tiež umožňuje veľkoobjemovú výrobu, čo nemusí byť možné pri iných výrobných metódach. Je však nevyhnutné vziať do úvahy, že počiatočná investícia do vytvorenia formy môže byť významnejšia, najmä pri sofistikovaných dizajnoch.
Ako môžem zabrániť chybám v akrylových vstrekovaných výrobkoch?
Aby sa minimalizovali chyby v akrylových vstrekovaných výrobkoch, zabezpečte, aby boli parametre procesu formovania optimalizované a aby sa s materiálom zaobchádzalo vhodne. Najdôležitejším krokom je obmedziť absorpciu vlhkosti v akrylovom materiáli (zvyčajne 0,3-0,41 TP3T) a udržiavať požadovanú úroveň vlhkosti pod 0,11 TP3T. Správna konštrukcia formy a konzistentná kontrola procesu môžu pomôcť vyhnúť sa problémom, ako sú bubliny, plynové potrubia a znížená priehľadnosť. Spolupracujte so svojím poskytovateľom služieb vstrekovania, aby ste stanovili najlepšie postupy na predchádzanie defektom vo vašich akrylových dieloch.






{kind=link}
{kind=link}