Dve rôzne plastové živice sú lisované dohromady v jednom obrábacom cykle počas procesu dvojitého vstrekovania, známeho tiež ako dvojitý výstrel, dvojitý výstrel, viacnásobný výstrel a prelisovanie.
Špičková výrobná technika nazývaná dvojité vstrekovanie, tiež známa ako dvojmateriálové, dvojrazové tvarovanie alebo tvarovanie dvoch K, sa používa na vytváranie zložitých lisovaných dielov z dvoch rôznych materiálov.
Počas dvojrazového vstrekovania starostlivo kontrolujeme vstrekovanie mnohých materiálov, vrátane dvoch odlišných typov živíc, do jednej, viackomorovej formy pomocou vysoko špecializovanej a automatizovanej techniky.
Proces formovania dvoma výstrelmi
Vstrekovací stroj sa používa v procese formovania dvoma vstrekmi, kde sú dva materiály „prelisované“ v jednom formovacom cykle. Množstvo materiálu vstreknutého do tvarovacej dutiny sa označuje ako „výstrel“.
Pri dvojrazovom vstrekovaní sa vylisuje prvá časť a po jej dokončení sa vstrekne druhá časť, aby sa vytvorila konečná časť výlisku. Obidva kusy musia byť porovnateľné (chemicky), aby bol proces formovania dvoma dávkami úspešný, aby mohlo dôjsť k spojeniu.

Diel vyrobený z tvrdého materiálu môže byť spojený s dielom vyrobeným z mäkkého materiálu pomocou dvojrazového vstrekovania. V dvojdutinovej forme postup kombinuje formovanie dvoch komponentov. Môže výrazne zlepšiť príťažlivosť produktu, pokiaľ ide o pocit, farbu atď. Existuje mnoho rôznych dizajnových možností s dvojrazovým tvarovaním.
Dvojitá technika vstrekovania je rozdelená do dvoch krokov. Prvý zahŕňa vstrekovanie živice do formy, ktorá sa potom ochladí, aby sa vytvoril pevný predmet, podobne ako tradičné vstrekovanie.
Novotvarovaný predmet je v druhej fáze transportovaný do druhej formy pomocou otočnej platne alebo robotického ramena. V závislosti od dizajnu sa novo vylisovanej časti potom podá druhá injekcia živice do, cez alebo okolo špecifických oblastí prvej formy.
Po vytvorení molekulárneho spojenia medzi dvoma plastovými živicami sa viacživicový tvarovaný predmet ochladí a vytlačí.
Aj keď je postup jednoduchý na uchopenie, jeho zvládnutie je náročné. Dokonca aj tie najmenšie chyby môžu viesť k značným finančným stratám z dôvodu vysokej úrovne technickej kompetencie a pozornosti venovanej detailom, najmä v podmienkach výroby veľkých objemov.
Preto je dôležitý výber dodávateľa s výnimočnými schopnosťami. Vynikajúce hodnotiace karty kvality dodávateľov zavedené procesy na zabránenie zvyšovaniu kapacity flash, prietokových línií, krátkych záberov a plánov zálohovania, keďže vaša spoločnosť a vaše potreby rozšírenia formovania na dva krát sú všetko, čo treba hľadať.
Vďaka tomuto procesu je tvarovanie na dve časti ideálne pre spínače, gombíky, zubné kefky a uzávery nádob.
Aplikácie dvoch výstrelov
V prípade zložitých, viacfarebných a viacmateriálových plastových výrobkov, najmä v podmienkach veľkoobjemovej výroby, je najlepšou technikou lisovania plastov vstrekovanie dvoma dávkami.
Okrem toho sa v automobilovom sektore používa proces formovania dvoma dávkami na výrobu širokej škály produktov a dielov. Ďalšie položky vyrobené pomocou procesu dvojitého výstrelu zahŕňajú náradie na trávu a záhradu a poľnohospodársku techniku.
Dvojité vstrekované diely sa používajú takmer v každom odvetví, od spotrebného tovaru až po stavebníctvo, ale najčastejšie sa používajú v situáciách, ktoré si vyžadujú:
- časti alebo komponenty, ktoré sa môžu pohybovať
- pevné povrchy s pružnými úchytmi
- buď akustické tlmenie alebo vibrácie
- povrchné vysvetlenia alebo identifikácie
- komponenty s viacerými materiálmi alebo farbami
V ideálnom prípade sa proces dvojrazového vstrekovania používa pre zložité diely, ktoré majú viacero komponentov.
Výhody procesu dvojrazového tvarovania
Plastové polyméry sa používajú v celom rade výrobných procesov, ako je extrúzia, lisovanie termosetovým lisovaním a vstrekovanie dvoma dávkami. Zatiaľ čo každá z nich je uskutočniteľnou výrobnou metódou, mnohí výrobcovia plastov túto metódu používajú kvôli niekoľkým výhodám.
Aby sa vytvoril prvý segment výrobku, jeden materiál sa najprv vstrekne do formy. Nasleduje druhé vstrekovanie sekundárneho materiálu kompatibilného s prvým. Existuje niekoľko dôvodov, prečo sa mnohé podniky rozhodnú vyrábať plasty alebo polyméry týmto spôsobom.
Tu sú niektoré výhody procesu formovania dvoma dávkami:
Všestranný
Výrobcovia produktov uprednostňujú dvojrazové vstrekovanie pre rôzne aplikácie, vrátane automobilových interiérových dielov, lekárskeho vybavenia, nástrojov a hračiek. Umožňuje výrobcom kombinovať množstvo komponentov a odtieňov, aby vytvorili robustný a esteticky príjemný produkt.
Materiály ako silikón a termoplasty, nylon a termoplastické elastoméry alebo tuhý nylon a materiály mäkké na dotyk sú niekoľkými príkladmi materiálov, ktoré možno úspešne zmiešať s týmto postupom.
Nákladovo efektívne
S prvou formou otočenou mimo cestu a druhou formou umiestnenou okolo produktu tak, aby sa druhý kompatibilný termoplast mohol vstrekovať do druhej formy, dvojkrokový postup vyžaduje iba jeden strojový cyklus.
Metóda produkuje viac produktov, každý beží za menej peňazí a vyžaduje menej pracovníkov na výrobu hotového produktu, pretože používa jeden strojový cyklus namiesto viacerých strojových cyklov. Okrem toho zaručuje pevné spojenie medzi materiálmi, čím sa eliminuje potreba neskoršej montáže.
Vysoká kvalita produktu
Väčšina termoplastických výrobkov využíva dvojbodové vstrekovanie mnohými spôsobmi:
- Vylepšená estetika. Ak sú výrobky vyrobené z rôznofarebných plastov alebo polymérov, vyzerajú krajšie a sú pre spotrebiteľov lákavejšie. Produkt bude drahší, ak použijete viac ako jednu farbu alebo textúru.
- Lepšia ergonómia. Metóda umožňuje mäkké dotykové povrchy; teda hotové výrobky môžu mať držadlá alebo iné ergonomicky vyvinuté časti. To je dôležité pre nástroje, lekárske vybavenie a iné prenosné predmety.
- Tesnenie sa zlepší, keď sa na tesnenia a iné časti, ktoré potrebujú tesné utesnenie, použijú silikónové polyméry a iné gumové materiály.
- Umožňuje tvrdým a mäkkým polymérom vyrábať predmety najmenších rozmerov, ktoré poskytujú výnimočný komfort a užitočnosť.
- V porovnaní s prelisovaním alebo konvenčnejšími metódami vložiek môže výrazne znížiť počet nesúosov.
- Umožňuje výrobcom používať niekoľko materiálov, ktoré nie je možné efektívne spájať pomocou iných postupov na vytvorenie zložitejších vzorov foriem.
- Vytvorená väzba je neuveriteľne pevná, vďaka čomu je konečný produkt robustnejší, spoľahlivejší a má dlhú životnosť.
Dvojitý proces formovania pomáha výrobcom dosiahnuť vysokokvalitné produkty.
Konsolidácia časti
Počet dielov v hotovej zostave sa zníži pomocou vstrekovania s dvomi dávkami, čím sa ušetrí v priemere 1 TP4T40K USD na vývoj, inžinierstvo a overenie výdavkov za každé zvýšené číslo dielu.
Efektívne
Pomocou lisovania dvoma dávkami je možné tvarovať niekoľko komponentov pomocou jedného nástroja, čo si vyžaduje menej práce na výrobu vašich dielov a žiadne zváranie alebo spájanie komponentov po lisovaní.
Typy konštrukcií na výrobu dvoch výliskov
Výber a ukončenie správnej štruktúry formy je nevyhnutné na úsporu nákladov a zabezpečenie kvality. Tu sú niektoré typy konštrukcií na formovanie dvoch výstrelov:
Core Toggle Two Shot Form
Pretože jadro a dutina formy nemusia byť premiestnené, postup viacnásobného lisovania jadra je najjednoduchší. Alternatívne posun posúvača zmení geometriu dutiny formy.
Látka A sa najskôr vstrekuje do dutiny, keď je posúvač vo svojej roztiahnutej polohe počas procesu vstrekovania s použitím jadrovej otočnej formy s dvomi dávkami. Potom potiahnite posúvač späť, aby ste odkryli novú oblasť dutiny.
Zvyšný priestor sa vyplní pohybom posúvača po vstreknutí materiálu B do upravenej dutiny cez iný uzáver (nad strednou tryskou).
Plastový komponent sa potom po vytvrdnutí vytlačí z formy. Cirkuluje v rovnakom poradí ako vyššie, aby pokračovalo formovanie.
Hoci sa cena nástroja zvýši, keď sa do formy pridá posúvač, stále môže byť výrazne lacnejší ako rotačné doskové alebo rotačné hriadelové formy. Je smutné, že nedokáže vyrobiť zložité, viacfarebné plastové kúsky.
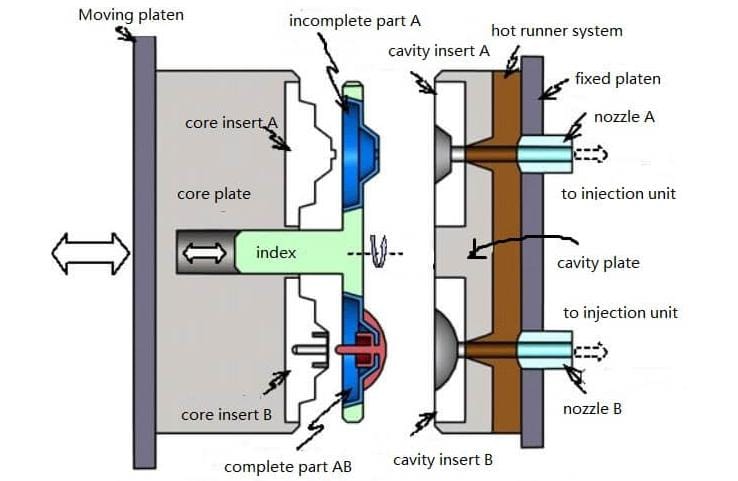
Rotačná dosková forma na dva výstrely
Na stredovej osi dosky, ktorá je rovnobežná s osou otáčania, má doska jadra formy dve identické jadrá, ktoré sú navzájom zrkadlovými obrazmi. Dve dutiny s rôznymi geometriami sú zahrnuté v doske dutín pripevnenej k pevnej doske.
Rotačná doska dokončuje spínanie výliskov v každom cykle, pričom tak prebieha bez ľudského prepínania.
Forma, do ktorej sa zmestí viac materiálov, je tu vidieť len pri dvoch materiáloch. V závislosti od množstva použitého materiálu sa otočná doska môže otáčať o 90°, 120° alebo 180°. Na vytvorenie potrebnej rotácie na strane jadra je tiež potrebný špecifický vstrekovací stroj.
Štruktúra hojdacej formy s dvomi strelami
Keď sa jedna strana pohybuje nahor, druhá strana sa pohybuje nadol atď., Dosková konštrukcia sa skladá z dvoch strán otáčajúcich sa okolo stredu. Väčšina návrhov foriem klávesnice s číslami a písmenami používa štruktúru hojdačky.
Štruktúra obsahuje uzavreté numerické alebo abecedné znaky ako 0, 4, 8, A, B, D a O. Sekundárny materiál sa môže ľahko dostať do obmedzenej oblasti len pri použití konštrukcie hojdačky, čo vytvára krásny vzhľad.
Konštrukcia hojdačky funguje nasledovne:
- Po jednom vstreknutí sa forma otvorí.
- Zlomená ihla je spustená tlačnou tyčou, čo spôsobí, že sa hojdačka otáča okolo rotujúceho hriadeľa.
- Horná doska je tlačená nahor zatlačením hojdačky, čo spôsobí, že zlomená ihla vystúpi z formy.
Zlomený otvor sa vytvorí, keď ihla stúpa na okraji zatavenej časti primárneho produktu. Na vyvŕtanie sekundárneho materiálu do uzavretej oblasti z rozbitého otvoru sa ihla počas procesu dvojitého vstrekovania posunie nižšie pomocou vratného kolíka zlomenej dosky.
Dutinová posuvná konštrukcia
Dutina samčieho modelu kĺže vplyvom motora pri otvorení formy po jednom vstreknutí. Špecifikovaná vzdialenosť sa používa na zarovnanie formy s hlavnou formou pred druhým procesom vstrekovania.
Faktory, ktoré je potrebné zvážiť pri použití lisovania na dve časti
Pri použití dvojitého lisovania sa berú do úvahy nasledujúce faktory:
Výber materiálu
Fyzikálna, mechanická, chemická, tepelná, elektrická, horľavosť a odolnosť voči UV žiareniu sú dôležité faktory pri výbere materiálu pre váš komponent. Budete musieť poskytnúť odpovede na množstvo otázok, aby ste sa mohli zamerať na výber materiálu, vrátane:
- Akým teplotám bude váš produkt vystavený?
- Aký pružný alebo tuhý potrebujete materiál na ohýbanie?
- Odolnosť proti nárazu: Aký robustný musí byť jeho povrch?
- Ako dobre odoláva veľkému zaťaženiu z hľadiska pevnosti v tlaku?
- Bude komponent vystavený UV žiareniu, aké sa nachádza vonku?
- Bude súčiastka vystavená chemikáliám, ktoré ovplyvnia, ako dobre funguje, najmä v priebehu času?
- Aký druh trvanlivosti sa vyžaduje pre súčiastku?
Materiálová kompatibilita
Pri rozhodovaní o tom, ktoré materiály použiť na dvojrazové formovanie, je dôležité vziať do úvahy chémiu materiálov. Zatiaľ čo niektoré materiály sa viažu nedokonale, iné spolu dobre spolupracujú a vytvárajú pevnú molekulárnu adhéziu.
Vykonajte test priľnavosti pred začatím výroby, keď nie je jasná priľnavosť dvoch zlúčenín. Ak je lepenie nedostatočné, do dizajnu sa môžu začleniť opravy, ako sú podrezania, drážky alebo ramená, aby sa zvýšila priľnavosť a spojili sa dve zlúčeniny.
Tabuľka materiálovej kompatibility je preskúmaná, aby sa určilo, ktoré polyméry na sebe priľnú a ktoré polyméry sú nekompatibilné. Okrem toho eliminuje možnosť kontaminácie, ktorá je problémom pri použití dvoch rôznych foriem.
Okrem toho, v porovnaní s výrobou identického produktu alebo dielu pomocou dvoch rôznych lisovacích procesov, výsledkom procesu dvoch vstrekovacích foriem je oveľa pevnejšie spojenie. Schopnosť vyrábať viacfarebné plastové výrobky pomocou metódy dvojrazového lisovania je jednou z dodatočných výhod procesu oproti lakovaniu, ktoré môže časom stratiť svoju účinnosť.
Pomocou prístupu dvoch záberov môžete vytvoriť užitočnejšie a sofistikovanejšie prvky. Ďalej, mäkší plast môže byť zmiešaný s tvrdým plastom. Produkt má výrazne väčšiu integritu. Dvojité plastové lisovacie výrobky sú často oveľa odolnejšie a odolnejšie voči nárazom.
Metóda je tiež vynikajúca na výrobu mäkkých rukovätí elektrických zariadení, tesnení a tesnení klimatizácie a protišmykových povrchov. Pomocou tejto metódy možno vytvoriť logá, ktoré na rozdiel od maľovaných log nikdy nevyblednú.
Vypnutie
Na vytvorenie otvorov, zaskakovacích prvkov a dlhých priechodných otvorov forma uzavrie tieto miesta, aby sa zabránilo vniknutiu plastu do týchto miest.
V týchto situáciách sa dve polovice formy navzájom tesnia. Vďaka tomu sa môžu tesniace plochy formy otvárať a zatvárať bez toho, aby do seba navzájom narážali. Minimálny uhol ponoru by mal byť tri až päť stupňov. Čím dlhšia životnosť formy, tým vyššia klírens a väčší ťah.
Typ brány
Roztavená živica vstupuje do komory formy cez vtokový kanál pri použití vstrekovania. Aby sa dosiahli ideálne proporcie dielov a estetický vzhľad a zároveň sa zabránilo deformácii, je potrebné vziať do úvahy typ brány, dizajn a umiestnenie.
Jazýčkové a horúce vtoky sú dva druhy brán, ktoré sa najčastejšie používajú pri vstrekovaní:
- Najpopulárnejšie a najefektívnejšie brány sú závorové brány; keďže sú však také jednoduché, nemusia byť vhodné pre vaše potreby.
- Brány s horúcim hrotom majú malé eliptické otvory. Živica sa udržiava dostatočne horúca na to, aby prešla cez úzky otvor brány termostatom riadeným ohrievačom pripevneným k zadnej časti formy.
Molekulárna chemická väzba
Aby bola možná silná molekulárna väzba, váš substrát a sekundárna živica by mali byť v ideálnom prípade chemicky kompatibilné. Najdlhšia noha alebo povrchová plocha je ideálna pre spojenie medzi dvoma živicami. Druhý výstrel je takmer nemožné odstrániť výberom ideálnych materiálov a dizajnu spoja.
Aj keď je možné dosiahnuť chemickú väzbu na vysokej úrovni, dôrazne odporúčame použiť vhodnú mechanickú väzbu, ak je pre vašu aplikáciu dôležité spojenie.
Umiestnenie brány
To je nevyhnutné na výrobu kozmetiky s pevným povrchom a homogénnej formy. Pri jednorazovom vstrekovaní môže tavenina vnikať cez najhrubšiu časť otvoru predtým, ako prúdi do menších oblastí, vďaka umiestneniu brány.
Návrhy na tvarovanie dvoma výstrelmi
Tu je niekoľko odporúčaní pre formovanie s dvoma výstrelmi:
Číslo 1
Mäkký plast sa tvaruje druhýkrát po prvom tvarovaní ako tvrdý plast. Prvýkrát je transparentný; druhýkrát nie. Prvý výlisok je vyrobený z vysokoteplotného plastu, zatiaľ čo dvojitý výlisok je vyrobený z nízkoteplotného plastu.
číslo 2
Pred samotnou výrobou otestujte formu, aby ste vytvorili hotový výrobok.
číslo 3
Pred výrobou formy nájdite všetky potenciálne chyby a opravte ich.
číslo 4
Berte do úvahy zmršťovanie týchto dvoch materiálov. Všeobecne povedané, materiál, ktorý je pôvodne vytvorený, ovplyvňuje zmršťovanie.
číslo 5
Druhá injekcia sa môže podať až vtedy, keď prvá úplne zaberie.
číslo 6
Aby ste predišli poškodeniu počas procesu formovania, zvážte polohu formovania.
Číslo 7
Dovoľte, aby bol okraj prvého vstrekovaného dielu príliš veľký. To zaisťuje, že druhá injekcia bude mať vyšší tlak.
Číslo 8
Overte, či parametre vstrekovacej jednotky poskytujú potrebný tlak, prietok a chladiacu kapacitu.
číslo 9
Uistite sa, že štrukturálna integrita prvého lisovaného dielu vydrží vstrekovací tlak druhého lisovaného dielu.
Záver
Ľudia, ktorí nie sú oboznámení s dvojrazovým vstrekovaním, si môžu myslieť, že je to ťažké. Zahŕňa to druhý materiál a postup, ktorý pridáva ďalší faktor k vytváraniu komponentov, ale je to relatívne jednoduché.
Dvojrazové tvarovanie sa môže vykonávať okrem iného pomocou rotačnej dosky, pohyblivého jadra alebo nalisovania. Prvé dva vyžadujú dva procesy, dva vtokové systémy a druhú vstrekovaciu jednotku.
Ten často používa dve rôzne formy, jednu pre každý materiál, ale môže sa vykonávať aj s použitím iba jednej formy, dvoch systémov žľabov a ručného alebo automatizovaného prenosu dielov na vyberanie a umiestňovanie.






{kind=link}
{kind=link}