Од разумевања основа дебљине зида до сналажења у разматрањима специфичним за материјал, овај водич покрива битне аспекте које дизајнери, инжењери и произвођачи треба да знају.
Овај свеобухватни водич истражује важност правилног дизајна дебљине зида код бризгања, нудећи увид у најбоље праксе, уобичајене изазове и решења за оптимизацију производње делова.
Шта је дебљина зида код бризгања калупа
Дебљина зида је критично разматрање дизајна у процесу бризгања, што се односи на дебљину попречног пресека пластичног дела који се обликује.
То је једно од најважнијих разматрања дизајна код бризгања, јер значајно утиче на производљивост, трошкове, квалитет и перформансе финалног дела.
Шта утиче на дебљину зида
Два кључна фактора утичу на дебљину зида код бризганог ливења пластике и структуру делова.
- Величина и облик – Већи делови генерално захтевају дебље зидове ради структурног интегритета, док мањи делови могу имати тање зидове. Сложени облици могу захтевати различите дебљине.
- Пластични материјал – – Различите пластике имају различите карактеристике течења и брзине хлађења. Материјали са нижом вискозношћу или вишим брзинама течења растопљеног материјала се генерално могу користити са тањим зидовима.
Ево табеле која вам омогућава да проверите оптималну дебљину зида за различите материјале:
| Материјал | Препоручени опсег дебљине зида |
| АБС | 0.045 – 0.140 инча (1.14 – 3.56 мм) |
| ацетал (ПОМ) | 0.030 – 0.120 инча (0.76 – 3.05 мм) |
| акрил (ПММА) | 0.025 – 0.500 инча (0.64 – 12.7 мм) |
| најлон (ПА) | 0.030 – 0.115 инча (0.76 – 2.92 мм) |
| Поликарбонат (ПЦ) | 0.040 – 0.150 инча (1.02 – 3.81 мм) |
| Полиетилен (ПЕ) | 0.030 – 0.200 инча (0.76 – 5.08 мм) |
| Полипропилен (ПП) | 0.025 – 0.150 инча (0.64 – 3.81 мм) |
| Полистирен (ПС) | 0.035 – 0.150 инча (0.89 – 3.81 мм) |
Који су проблеми са дебљином зида?
Неправилна дебљина зида за бризгање може довести до неколико дефеката у финалном производу:
| Дефект | Проузроковати | Резултат |
| Варпаге | Неуједначена дебљина зида | Различите брзине хлађења доводе до унутрашњих напрезања, што узрокује савијање или увијање. |
| Трагови судопера | Дебљи делови | Споро хлађење омогућава површини да потоне унутра, стварајући мале удубљења |
| Линија протока | Варијације у дебљини зида | Различите брзине протока растопљене пластике узрокују видљиве пруге или линије на површини |
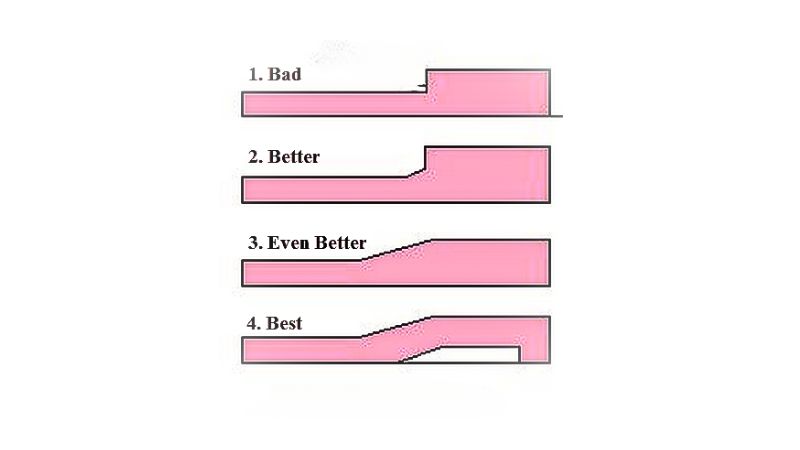
| Кратки ударци | Прелази од танког до дебелог | Прерано хлађење спречава потпуно попуњавање дебљих подручја |
| Празнине | Дебели делови | Заробљавање ваздуха или вакуумски џепови формирају унутрашње шупљине |
| Јеттинг | Превише танки зидови | Брзи пластични ток изазива змијске шаре на површини дела |
| Структурна слабост | Недоследна дебљина зида | Угрожава чврстоћу и интегритет делова |
| Димензионалне нетачности | Варијације дебљине | Неравномерно хлађење доводи до тога да делови не испуњавају задате димензије |
| Повећан унутрашњи стрес | Различите дебљине зидова | Различите брзине хлађења доводе до већих унутрашњих напона |
| Површински дефекти | Неправилна дебљина зида | Узрокује површинске несавршености попут таласа или валовитости |
Разматрања дизајна за постизање једнолике дебљине зида
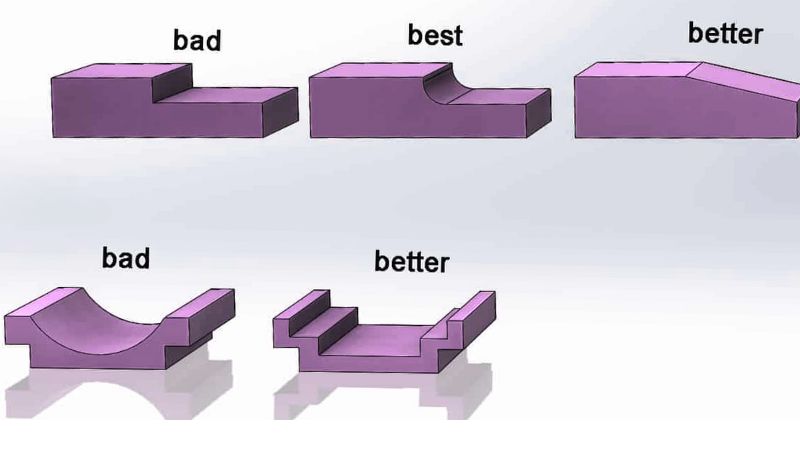
Анализа дизајна за производљивост (DFM) помаже у идентификовању оптималне уједначене дебљине како би се минимизирао унутрашњи напон и побољшала конзистентност.
Коришћење углова нагиба за побољшање пуњења калупа
Углови нагиба су саставни део дизајна бризгано ливених компоненти, служећи за олакшавање отпуштања готовог дела из калупа. Укључивање угла нагиба није само добра пракса; оно је кључно за постизање равномерне дебљине зида.
Препоручени спољни угао нагиба од 0.5-1.5 степени и унутрашњи угао од 0.5 степени могу значајно побољшати процес пуњења калупа.
Ови мали углови омогућавају материјалу да тече глатко и спречавају стварање неједнаких дебљина зидова, које су често узрок разних дефеката унутар дела.
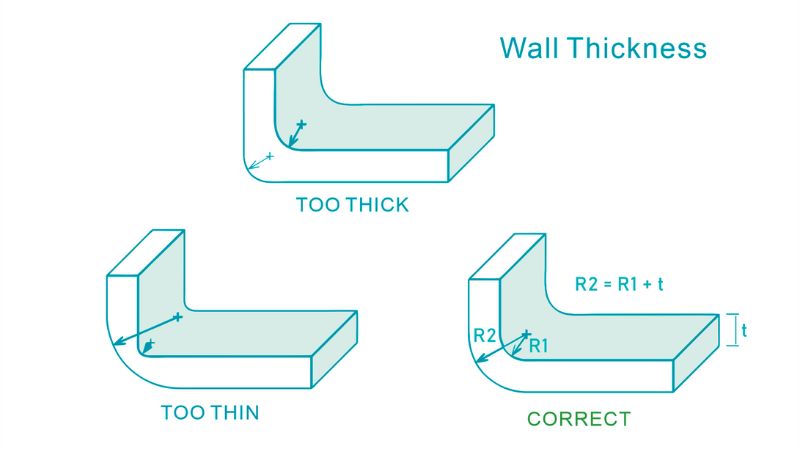
Решавање унутрашњих напрезања изазваних неуједначеном дебљином зида
Разлике у дебљини зида могу довести до унутрашњих напона унутар дела док се хлади и стврдњава. Делови са дебљом дебљином зида хладе се споријим брзинама, што узрокује различите брзине скупљања које могу искривити или деформисати део.
Једнака дебљина по целом комаду је неопходна како би се ова напрезања равномерно распоредила и спречили потенцијални проблеми са квалитетом.
Приликом пројектовања делова, морају се узети у обзир подручја високог ризика и применити конзистентну дебљину зида како би се ублажило стварање унутрашњег напрезања.
Препоручена дебљина – минимална
Минимална дебљина зида зависи од специфичног пластичног материјала који се користи и величине/сложености дела.
Генерално:
За мале делове и ефикасну производњу великих количина, препоручује се минимална дебљина зида од 0.025-0.030 инча (0.64-0.76 мм).
За веће делове, препоручује се минимум од 0.040-0.050 инча (1.0-1.3 мм).
Практична минимална дебљина зида за конвенционално бризгање ливења креће се од 0.030-0.040 инча (0.76-1.0 мм).
Неке специјализоване примене танкозидног ливења могу постићи зидове танке и до 0.010 инча (0.25 мм), али то захтева високе притиске и ограничава величину дела.
Препоручена дебљина – максимална
Прекомерно дебеле зидове треба избегавати код бризгања кад год је то могуће, јер могу довести до дефеката и неефикасности.
Опште смернице су:
Већина делова израђених бризгањем има максималну дебљину зида од 0.125-0.250 инча (3.2-6.4 мм).
Зидови дебљи од 6.4 мм (0.250 инча) имају већи ризик од удубљења, шупљина, заосталих напона и савијања.
У неким специјализованим применама, дебљине зидова до 114 мм су могуће, али захтевају веома дуга времена циклуса.
Као најбоља пракса за ефикасност и квалитет, за већину делова препоручује се максимална дебљина зида од 3.2-4.0 мм (0.125-0.160 инча).
Како решити проблеме дебљине зидова код ливених делова
Рад са дебелозидним деловима код делова израђених бризгањем
Да би се ово ублажило, препоручљиво је одржавати дебљину зида која олакшава брзо хлађење, али и пружа довољну чврстоћу. На пример, са PA6 материјалом дебљине 8 мм, укупни циклус бризгања је приближно 93 секунде, а хлађење траје око 70 секунди.
Да би се превазишао изазов продуженог времена циклуса због дебљих зидова, употреба технике познате као вађење језгра може бити корисна. Ово подразумева стварање шупљих делова у дебелом зиду без угрожавања интегритета или чврстоће дела.
Како руковати танким зидовима без угрожавања интегритета делова
Дизајнерима производа се препоручује да пројектују делове са минималном потребном дебљином зида без угрожавања интегритета дела.
Дизајн тањег зида захтева темељно разумевање карактеристика протока материјала како би се спречили дефекти.
Фактори као што су притисак убризгавања, температура калупа и укључивање елемената дизајна попут ребара или уметака могу помоћи у подршци танкозидних делова, побољшавајући њихову калупљивост и смањујући могућност деформације, удубљења или стварања мехурића.






{kind=link}
{kind=link}