Srdce z Vstrekovanie leží jadro formy, kritický komponent, ktorý formuje vnútorné vlastnosti lisovaného produktu. Pochopenie základov jadier na vstrekovanie je životne dôležité pre optimalizáciu dizajnu a kvality produktu.
Tento článok sa ponorí do základných aspektov jadier foriem a skúma, ako ovplyvňujú výrobný proces a výkonnosť konečného produktu. Skúmaním kľúčových aspektov, akými sú výber materiálu a stratégie dizajnu, sa snažíme poskytnúť cenné poznatky pre inžinierov a výrobcov, ktorí sa snažia dosiahnuť svoje najlepšie postupy pri operáciách vstrekovania.
Najprv si predstavme základný proces vstrekovania.
Základný proces vstrekovania zahŕňa niekoľko kľúčových krokov, ktoré transformujú plastové materiály na hotové výrobky. Tu je zjednodušený prehľad:
- Upínanie: Proces začína uzavretím formy, ktorá sa zvyčajne skladá z dvoch polovíc. Tieto polovice sú pevne spojené, aby sa pripravili na injekciu.
- Injekcia: Plastové granule alebo pelety sa vkladajú do vyhrievaného suda, kde sa roztavia. Roztavený plast sa potom vstrekuje do dutiny formy cez dýzu, čím sa priestor úplne vyplní.
- Obydlie: Tlak sa aplikuje, aby sa zabezpečilo, že roztavený plast vyplní každú časť dutiny formy, čím sa zabezpečí, že výrobok zodpovedá dizajnu formy.
- Chladenie: Forma sa nechá vychladnúť, čím sa umožní, aby plast stuhol do tvaru dutiny formy.
- Otváranie formy: Po vychladnutí sa polovice formy otvoria, aby sa odhalila stuhnutá časť.
- Vysunutie: Vyhadzovacie kolíky alebo iné mechanizmy vytlačia hotový diel z formy, pripravený na akékoľvek ďalšie spracovanie alebo balenie.
Čo je jadro vstrekovania?
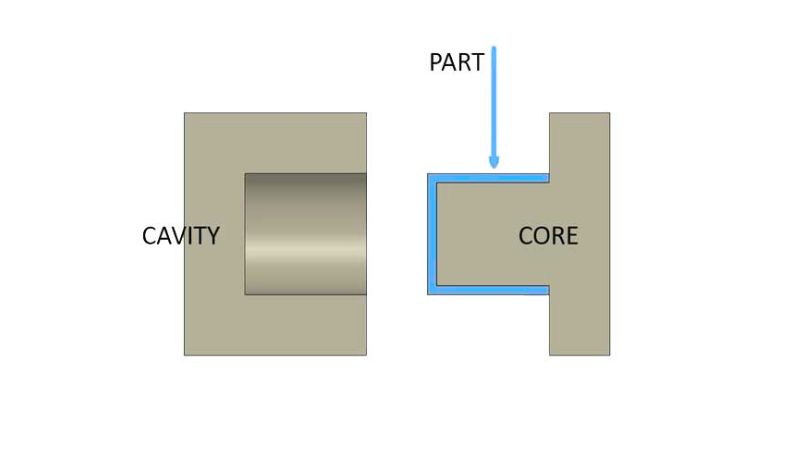
Jadro na vstrekovanie je pevný alebo pohyblivý komponent vo forme, ktorý tvorí vnútorné prvky alebo dutiny konečného lisovaného dielu. Predstavuje tvar a geometriu požadovaných vnútorných prvkov dielu, ako sú duté časti alebo zložité vnútorné štruktúry.
Aký je rozdiel medzi dutinou a jadrom vo forme?
Ako jadro je dutina ďalšou kľúčovou zložkou formy pri vstrekovaní plastov, ktorá sa často leští na povrch, ktorý predstavuje požadovanú konečnú povrchovú úpravu dielu. Spolupracujú na tvarovaní konečného lisovaného dielu.
Jadro tvaruje vnútorné znaky, zatiaľ čo dutina tvaruje vonkajšie znaky dielu.
Formovacie jadro je v pohyblivej polovici (strana B), ktorá sa často zúčastňuje procesu vyhadzovania, a dutina je v pevnej polovici (strana A), zatiaľ čo dutina je menej priamo zapojená.
Ako vyrobiť jadro vstrekovacieho lisu?
Výber správneho materiálu
Výber materiálu pretože jadro je nevyhnutné, pretože musí odolávať vysokým teplotám a tlakom roztaveného plastu bez deformácie.
Výkon jadra priamo ovplyvňuje nielen kvalitu, ale aj kvalitu efektívnosť procesu vstrekovania, čo vedie k dielom, ktoré spĺňajú prísne špecifikácie.
- Oceľ: Vysokokvalitná oceľ je obľúbenou voľbou pre svoju trvanlivosť a odolnosť proti opotrebeniu, vďaka čomu je ideálna pre veľkoobjemovú výrobu. Zahŕňa typy ako nehrdzavejúca oceľ, P20 a H13.
- hliník: Hliník, známy svojou nízkou hmotnosťou a rýchlejším ohrevom a chladením, sa často používa na prototypové nástroje alebo malosériovú výrobu.
- Zliatiny berýlia a medi: Používa sa v oblastiach formy vyžadujúcich rýchly odvod tepla alebo v častiach formy so zložitou geometriou.
- Predtvrdená oceľ: Cenovo výhodná možnosť používaná v menej náročných aplikáciách; nevyžaduje dodatočné tepelné spracovanie.
- Nástrojová oceľ: Pre aplikácie s vysokým opotrebovaním sa používajú nástrojové ocele ako D2 alebo A2, ktoré ponúkajú robustnosť a dlhú životnosť.
Výrobný proces a presnosť
Pokročilé obrábacie techniky, ako je CNC frézovanie a elektroerozívne obrábanie (EDM), sú nástrojom na dosiahnutie vysokej úrovne presnosti vyžadovanej pre jadrá.
- CNC frézovanie: Poskytuje presnosť prostredníctvom počítačom riadeného obrábania.
- EDM: Používa sa na zložité detaily a zložité geometrie.
Ako ovplyvňuje jadro formy kvalitu produktu?
Variabilita kvality jadra a formy pri vstrekovaní možno pripísať niekoľkým faktorom, ktoré ovplyvňujú výkon a konzistenciu lisovaných dielov:
| Príčina | Popis |
| Core Shift | Nesprávne vyrovnanie jadra formy počas vstrekovania, čo vedie k rozmerovým nepresnostiam. |
| Lepenie | Jadro zostáva uviaznuté v diele počas vyhadzovania, často v dôsledku nedostatočných uhlov ponoru alebo nadmerného trenia. |
| Deformovanie | Rozmerové deformácie sú spôsobené deformáciou jadra pri vysokých teplotách a tlakových cykloch. |
| Prasknutie alebo zlomenie | Poškodenie jadra je spôsobené namáhaním a tlakom, ktoré je často výsledkom používania menej odolných materiálov. |
| Wear and Tear | Abrázia a erózia v dôsledku nepretržitého používania vedú k zníženiu kvality povrchu a rozmerovej integrity. |
| Problémy s chladením | Neefektívne chladenie alebo prenos tepla spôsobuje dlhšie časy cyklov a potenciálne deformácie alebo zmeny rozmerov. |
| Problémy s ventiláciou | Nedostatočné vetranie, ktoré zachytáva vzduch a plyny, čo vedie k povrchovým trhlinám, dutinám alebo neúplnému vyplneniu dielov. |
| Variabilita materiálu a dizajnu | Variabilita vlastností materiálu a zložitosť dizajnu ovplyvňujúca životnosť a výkon formy. |
| Výzvy údržby | Nedostatok pravidelnej údržby vedie k problémom, ako je korózia, kontaminácia alebo zhoršenie kvality, čo ovplyvňuje výkon formy a kvalitu produktu. |
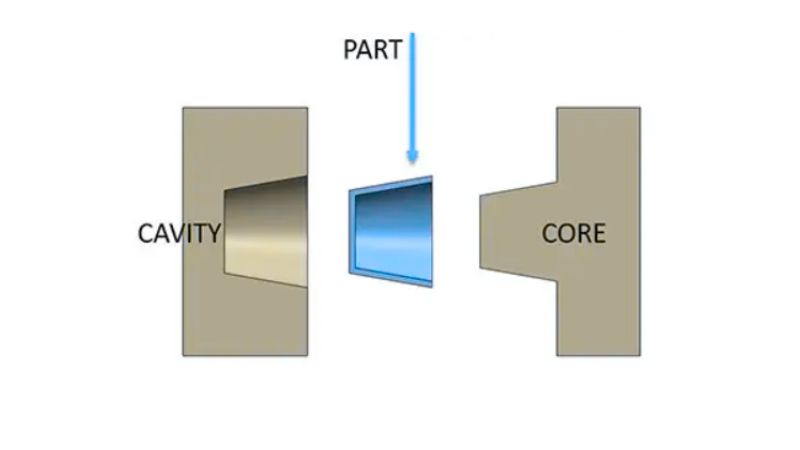
Čo je uhol ponoru?
Uhol ponoru, ktorý sme spomenuli v predchádzajúcej časti, sa týka mierneho skosenia aplikovaného na zvislé povrchy dielu pri vstrekovaní. Toto zúženie pomáha ľahko uvoľniť časť z formy bez toho, aby došlo k poškodeniu.
Pre väčšinu dielov sa zvyčajne odporúča uhol ponoru 1 až 2 stupne, pričom pre hlbšie alebo štruktúrované povrchy je potrebný väčší ponor.
Existujú pozitívne a negatívne uhly ponoru. Pozitívny ponor znamená, že uhol je väčší ako referenčný uhol, čo pomáha pri čiastočnom uvoľnení. Negatívny ťah môže skomplikovať dizajn formy, pretože môže vyžadovať, aby bola forma rozdelená na viacero častí na odstránenie časti.
Ako si vybrať umiestnenie jadra a dutín pri vstrekovaní?
Čo ovplyvňuje umiestnenie jadra a dutiny?
Umiestnenie jadra a dutiny pri vstrekovaní je ovplyvnené niekoľkými kľúčovými faktormi:
Dizajn časti
Zložitosť a geometria dielu vrátane prvkov, ako sú otvory a vybrania, určuje umiestnenie jadra a dutiny. Vyčnievajúce prvky zvyčajne vyžadujú jadrá, zatiaľ čo zapustené prvky sú tvorené dutinami.
Vlastnosti materiálu
Usporiadanie jadra a dutiny vo forme je ovplyvnené rýchlosťou zmršťovania materiálu, prietokovými charakteristikami a rýchlosťou vstrekovania. Ak má materiál nízku mieru zmrštenia, môže byť ťažké zabezpečiť, aby diel zostal na strane s vyhadzovacími kolíkmi, čo si vyžaduje špeciálne konštrukčné úpravy.
Aj keď sa väčšina plastov výrazne zmršťuje, je dôležité pochopiť, ako môžu vlastnosti materiálu ovplyvniť umiestnenie jadra a dutiny.
Usporiadanie vyhadzovacieho systému
Po fáze ochladzovania, keď je forma otvorená, musí vstrekovaný diel vždy zostať pripevnený na boku s vyhadzovacími kolíkmi.
Konštrukcia a tvar vyhadzovacieho systému ovplyvňuje umiestnenie jadra a dutiny, aby sa zabezpečilo konzistentné a spoľahlivé vysunutie dielu.
Symetria a umiestnenie brány
Vtok je hlavný kanál, ktorý prenáša roztavený plast zo vstrekovacieho stroja do formy. Zvyčajne preteká priamo do formy, ale niekedy môže ísť priamo do dutiny formy, v tomto prípade sa nazýva priama vtoková brána.
Bežce sú menšie cesty, ktoré sa odvíjajú od vtokového kanála, aby distribuovali roztavený plast do rôznych častí formy. Toto nastavenie umožňuje výrobu viacerých dielov naraz, čo je nákladovo efektívne, najmä pre malé položky.
Brány sú malé otvory, ktorými plast vstupuje do dutiny formy z bežcov. Sú užšie ako bežce a pomáhajú kontrolovať tok plastu do formy.






{kind=link}
{kind=link}