Углы уклона являются ключевым аспектом дизайн пресс-формы которые влияют как на качество, так и на технологичность литьевых деталей. Применяя правильный наклон к вертикальным поверхностям, вы обеспечиваете легкое извлечение деталей из формы без повреждений.
Что такое углы уклона?
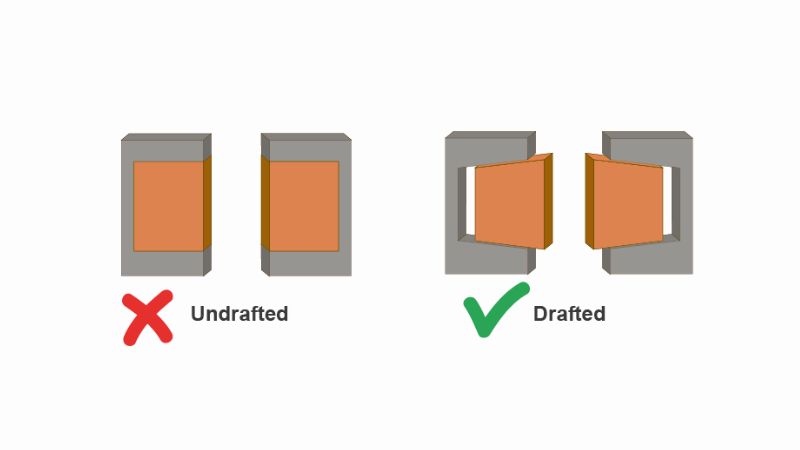
Углы уклона просто конусность или наклон, заданный сторонам деталей, которые должны быть отлиты под давлением. В идеале любая вертикальная поверхность в вашей конструкции детали должна включать уклон, чтобы облегчить извлечение из формы.
Почему важны углы уклона при литье под давлением?
Углы уклона имеют решающее значение для процесса литья под давлением. Вот несколько конкретных причин, почему:
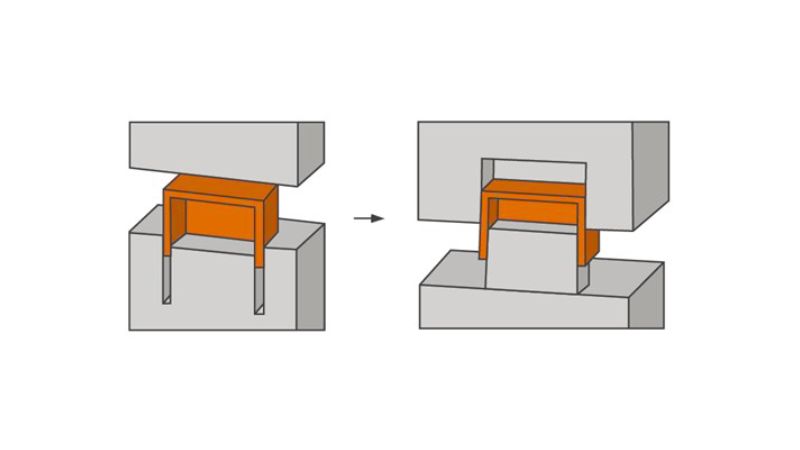
- Легкое снятие детали: Сквозняк помогает плавно вынуть деталь из формы.
- Качество поверхности: Без достаточной вытяжки на деталях могут появиться царапины или повреждения.
- Долговечность плесени: Правильный углы наклона уменьшают износ самой формы, что приводит к увеличению ее срока службы.
Минимальный угол наклона Требования различаются в зависимости от сложности детали и материала, но даже угол в 1 градус может иметь существенное значение.
Оптимальные углы тяги определяются на этапах проектирования детали и пресс-формы и зависят от желаемой отделки и деталей изготавливаемого изделия.
Множество соображений относительно углов наклона
При проектировании деталей для литья под давлением решающую роль играют материальные соображения при определении соответствующих углов уклона, необходимых для успешного выталкивания детали.
Выбор материала существенно влияет на свойства текучести и охлаждения в процессе формования. Например, термопласты широко распространены из-за своей универсальности; однако каждый материал обладает уникальными характеристиками, которые необходимо тщательно оценить.
Более мягкие материалы обычно требуют меньших углов наклона, около 1–2 градусов, в то время как для более жестких материалов требуются большие углы, часто 3 градуса и более, чтобы облегчить извлечение из формы, не повреждая деталь.
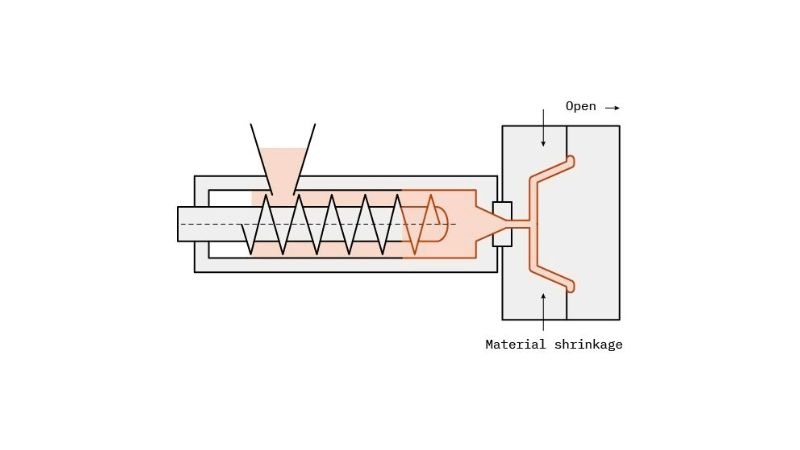
Кроме того, в уравнении необходимо учитывать коэффициенты усадки материалов, поскольку они определяют, насколько деталь сжимается во время охлаждения. Более высокие коэффициенты усадки обычно требуют увеличения углов вытяжки для предотвращения проблем с выталкиванием, тогда как более низкие коэффициенты усадки могут допускать меньшие углы.
Для достижения оптимальных результатов рекомендуется применять угол наклона от 1,5 до 2 градусов для деталей глубиной до 2 дюймов, в то время как для более глубоких или более сложных геометрических форм могут потребоваться еще более крутые углы.
Кроме того, отделка поверхности детали может существенно влиять как на эстетику, так и на функциональность. Например, текстурированные поверхности требуют определенных углов наклона в зависимости от их глубины; более легкие текстуры могут работать с минимальными углами от 1 до 1,5 градусов, в то время как более тяжелые текстуры могут потребовать углов в 3 градуса или более для обеспечения плавного выброса.
Решающее значение имеет баланс между эстетическими требованиями и функциональными характеристиками, поскольку для получения блестящей, гладкой поверхности может потребоваться угол наклона всего 0,5 градуса, однако слишком малый наклон может затруднить выталкивание и нарушить целостность детали.
Проект требований к различным материалам
| Материал | Минимальный драфт | Рекомендованный проект |
|---|---|---|
| Нейлон | 0° | 1° |
| Полиэтилен (ПЭ) | 0,5° | 1,5° |
| Поливинилхлорид (ПВХ) | 0,5° | 1,5° |
| Полипропилен (ПП) | 1° | 2° |
| Поликарбонат (ПК) | 1,5° | 2° |
| Акрилонитрил-бутадиен-стирол (АБС) | 1° | 2° |
| Полистирол (ПС) | 1° | 2° |
| Термопластичный эластомер (ТПЭ) | 0,5° | 1,5° |
| Этиленвинилацетат (ЭВА) | 0,5° | 1,5° |
| Полиэтилен высокой плотности (ПЭВП) | 1° | 2° |
Чертежи и особенности деталей
В литьевых деталях важно учитывать углы уклона не только для стенок, но и для всех вертикальных элементов, таких как ребра и выступы. Требуемый угол уклона зависит от глубины этих элементов и их минимальной толщины. В таблице ниже указаны минимальная толщина и соответствующие углы уклона для различных глубин элементов.
| Глубина функции | Минимальная толщина/углы уклона |
|---|---|
| 0,25 дюйма. | 0,040 дюйма / 0,5° |
| 0,5 дюйма. | 0,040 дюйма / 1°
0,060 дюйма / 0,5° |
| 0,75 дюйма. | 0,040 дюйма / 2°
0,060 дюйма / 1° 0,080 дюйма / 0,5° |
| 1 дюйм. | 0,060 дюйма / 2°
0,080 дюйма / 1° 0,100 дюйма / 0,5° |
| 1,5 дюйма. | 0,080 дюйма / 2°
0,100 дюйма / 1° |
| 2 дюйма. | 0,100 дюйма / 2° |
| 2,5 дюйма. | 0,100 дюйма / 2,5° |
| 3 дюйма. | 0,120 дюйма / 3° |
| 4 дюйма. | 0,140 дюйма / 3° |
| 5 дюймов. | 0,160 дюйма / 3,5° |
- Ребра: Обычно требуется минимальный угол уклона 1° для обеспечения легкого извлечения из формы.
- Боссы: Должен иметь угол наклона не менее 2°, если глубина превышает 1 дюйм, чтобы облегчить формование.
- Общие положения: По мере увеличения глубины элемента минимальная толщина также должна увеличиваться для сохранения структурной целостности.
В Моди, мы часто создаем прототипы с помощью программного обеспечения для автоматизированного проектирования (САПР). Это позволяет нам визуализировать, как углы наклона будут функционировать на практике. Мы также можем проводить симуляции для оценки процесса выталкивания и выявления любых потенциальных проблем перед переходом к производству.
Сотрудничество с нашими производственными командами имеет важное значение для обеспечения соответствия спроектированных углов наклона возможностям нашего формовочного оборудования. Мы учитываем такие факторы, как конструкция пресс-формы, системы охлаждения и тип используемого процесса литья под давлением.
После тщательной оценки и тестирования мы вносим необходимые коррективы в углы наклона и завершаем проект. Если у вас есть вопросы или вам нужна помощь с вашими проектами по литью под давлением, наша команда готова помочь!






{kind=link}
{kind=link}