Desde a compreensão dos conceitos básicos de espessura de parede até a navegação por considerações específicas de materiais, este guia aborda aspectos essenciais que designers, engenheiros e fabricantes precisam saber.
Este guia abrangente explora a importância do projeto adequado da espessura de parede na moldagem por injeção, oferecendo insights sobre as melhores práticas, desafios comuns e soluções para otimizar a produção de peças.
O que é espessura de parede na moldagem por injeção
A espessura da parede é uma consideração crítica de projeto no processo de moldagem por injeção, que se refere à espessura da seção transversal da peça plástica que está sendo moldada.
É uma das considerações de design mais importantes na moldagem por injeção porque impacta significativamente a capacidade de fabricação, o custo, a qualidade e o desempenho da peça final.
O que influencia a espessura da parede
Dois fatores principais influenciam a espessura da parede na moldagem por injeção de material plástico e na estrutura das peças.
- Tamanho e forma – Peças maiores geralmente requerem paredes mais grossas para integridade estrutural, enquanto peças menores podem ter paredes mais finas. Formas complexas podem precisar de espessuras variáveis.
- Material plástico – – Diferentes plásticos têm características de fluxo e taxas de resfriamento variadas. Materiais com menor viscosidade ou maiores taxas de fluxo de fusão geralmente podem ser usados com paredes mais finas.
Aqui está uma tabela para você verificar a espessura ideal da parede para vários materiais:
| Material | Faixa de espessura de parede recomendada |
| abdômen | 0,045 – 0,140 pol (1,14 – 3,56 mm) |
| Acetal (POM) | 0,030 – 0,120 pol (0,76 – 3,05 mm) |
| Acrílico (PMMA) | 0,025 – 0,500 pol (0,64 – 12,7 mm) |
| Nylon (PA) | 0,030 – 0,115 pol (0,76 – 2,92 mm) |
| Policarbonato (PC) | 0,040 – 0,150 pol (1,02 – 3,81 mm) |
| Polietileno (PE) | 0,030 – 0,200 pol (0,76 – 5,08 mm) |
| Polipropileno (PP) | 0,025 – 0,150 pol (0,64 – 3,81 mm) |
| Poliestireno (PS) | 0,035 – 0,150 pol (0,89 – 3,81 mm) |
Quais são os problemas com a espessura da parede?
Espessura de parede incorreta para moldagem por injeção pode levar a vários defeitos no produto final:
| Defeito | Causa | Resultado |
| Deformação | Espessura de parede irregular | Diferentes taxas de resfriamento levam a tensões internas, causando empenamento ou torção. |
| Marcas de pia | Seções mais grossas | O resfriamento lento permite que a superfície afunde para dentro, criando pequenas depressões |
| Linhas de fluxo | Variações na espessura da parede | Diferentes taxas de fluxo de plástico fundido causam listras ou linhas visíveis na superfície |
| tiros curtos | Transições finas para grossas | O resfriamento prematuro impede o preenchimento completo de áreas mais espessas |
| Vazios | Seções grossas | A retenção de ar ou bolsas de vácuo formam vazios internos |
| Jateamento | Paredes muito finas | O fluxo rápido de plástico causa padrões semelhantes a cobras na superfície da peça |
| Fraqueza estrutural | Espessura de parede inconsistente | Compromete a resistência e a integridade da peça |
| Imprecisões dimensionais | Variações de espessura | O resfriamento irregular faz com que as peças não atendam às dimensões especificadas |
| Aumento do estresse interno | Espessuras de parede variáveis | Diferentes taxas de resfriamento resultam em maiores tensões internas |
| Defeitos superficiais | Espessura de parede inadequada | Causa imperfeições na superfície, como ondulações ou ondulações |
Considerações de projeto para obter espessura de parede uniforme
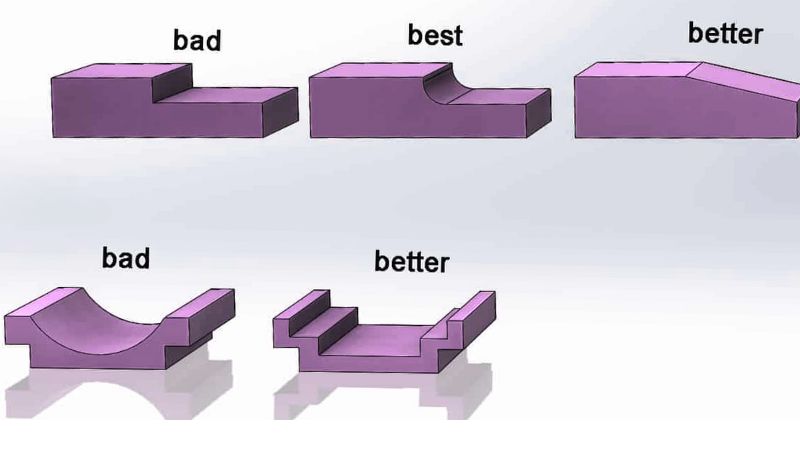
A análise de projeto para manufaturabilidade (DFM) auxilia na identificação da espessura uniforme ideal para minimizar o estresse interno e melhorar a consistência.
Utilizando ângulos de inclinação para melhorar o preenchimento do molde
Ângulos de inclinação são integrais ao design de componentes moldados por injeção, servindo para facilitar a liberação mais fácil da peça acabada do molde. Incorporar um ângulo de inclinação não é apenas uma boa prática; é essencial para promover espessura de parede uniforme.
Um ângulo de inclinação externo recomendado de 0,5-1,5 graus e um ângulo interno de 0,5 graus podem melhorar muito o processo de enchimento do molde.
Esses pequenos ângulos permitem que o material flua mais suavemente e evitam a formação de espessuras de parede inconsistentes, que geralmente são a raiz de vários defeitos na peça.
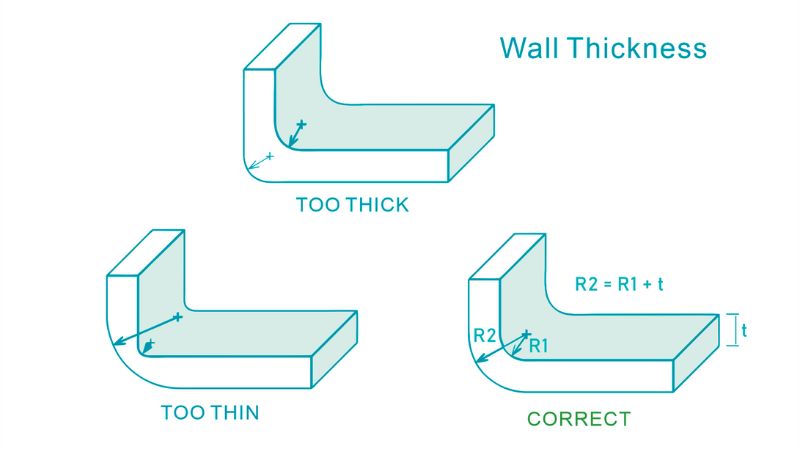
Lidando com tensões internas causadas por espessuras de parede não uniformes
Disparidades na espessura da parede podem levar a tensões internas dentro da peça à medida que ela esfria e solidifica. Seções de espessura de parede mais espessa esfriam em taxas mais lentas, causando taxas diferenciais de encolhimento que podem deformar ou distorcer a peça.
Uma espessura uniforme em toda a peça é essencial para distribuir uniformemente essas tensões e evitar possíveis problemas de qualidade.
Ao projetar peças, é preciso considerar as áreas de alto risco e aplicar uma espessura de parede consistente para mitigar a formação de tensões internas.
Espessura Recomendada – Mínima
A espessura mínima da parede depende do material plástico específico usado e do tamanho/complexidade da peça.
Em geral:
Para peças pequenas e produção eficiente de alto volume, recomenda-se uma espessura mínima de parede de 0,025-0,030 pol (0,64-0,76 mm).
Para peças maiores, é sugerido um mínimo de 0,040-0,050 pol (1,0-1,3 mm).
A espessura mínima prática da parede para moldagem por injeção convencional varia de 0,76 a 1,0 mm (0,030 a 0,040 pol.).
Algumas aplicações especializadas de moldagem de paredes finas podem atingir paredes tão finas quanto 0,010 pol (0,25 mm), mas isso requer altas pressões e limita o tamanho da peça.
Espessura Recomendada – Máxima
Paredes excessivamente grossas devem ser evitadas na moldagem por injeção sempre que possível, pois podem levar a defeitos e ineficiências.
As diretrizes gerais são:
A maioria das peças moldadas por injeção tem uma espessura máxima de parede de 0,125-0,250 pol (3,2-6,4 mm).
Paredes com espessura superior a 0,250 pol (6,4 mm) apresentam maior risco de marcas de afundamento, vazios, tensões residuais e empenamento.
Em algumas aplicações especializadas, espessuras de parede de até 4,5 pol. (114 mm) são possíveis, mas exigem tempos de ciclo muito longos.
Como prática recomendada para eficiência e qualidade, uma espessura máxima de parede de 0,125-0,160 pol (3,2-4,0 mm) é recomendada para a maioria das peças.
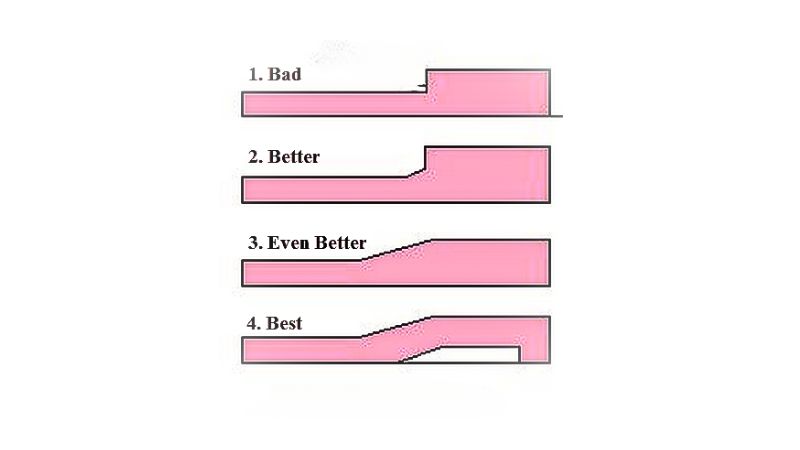
Como resolver problemas de espessura de parede em peças moldadas
Lidando com seções de parede espessa em peças moldadas por injeção
Para mitigar isso, é aconselhável manter uma espessura de parede que facilite o resfriamento rápido, mas também forneça resistência suficiente. Por exemplo, com material PA6 com espessura de 8 mm, o ciclo total de moldagem por injeção é de aproximadamente 93 segundos, com o resfriamento levando cerca de 70 segundos.
Para superar o desafio de tempos de ciclo estendidos devido a paredes mais espessas, empregar uma técnica conhecida como core out pode ser benéfico. Isso envolve criar seções ocas na parede espessa sem comprometer a integridade ou a resistência da peça.
Como lidar com paredes finas sem comprometer a integridade das peças
Recomenda-se que os projetistas de produtos projetem peças com a espessura de parede mínima necessária sem comprometer a integridade das peças.
O projeto de paredes mais finas exige uma compreensão completa das características de fluxo do material para evitar defeitos.
Fatores como pressão de injeção, temperatura do molde e a inclusão de elementos de design como nervuras ou reforços podem ajudar a dar suporte a peças de paredes finas, melhorando sua moldabilidade e reduzindo o potencial de empenamento, afundamento ou bolhas.






{kind=link}
{kind=link}