Kutovi gaza ključni su aspekt dizajn kalupa koji utječu i na kvalitetu i na mogućnost izrade brizganih dijelova. Primjenom pravilnog nagiba na okomitim površinama osiguravate da se vaši dijelovi lako oslobode iz kalupa bez oštećenja.
Što je Draft Angles?
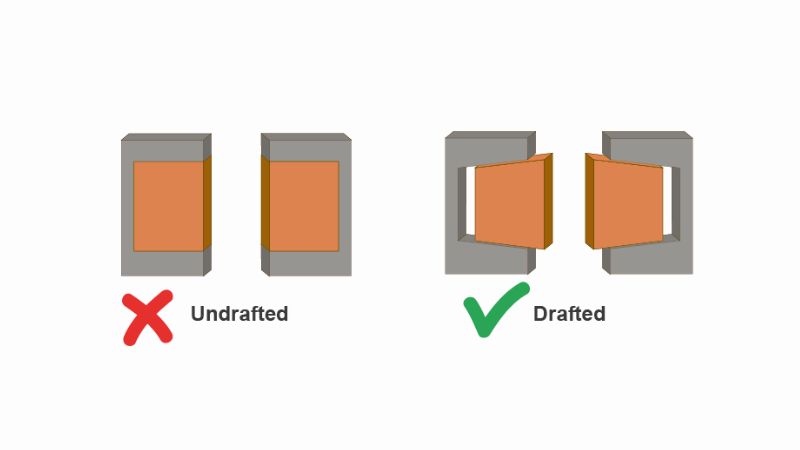
Kutovi gaza su jednostavno sužavanje ili nagib koji se daje stranama dijelova koji će se lijevati injekcijskim prešanjem. U idealnom slučaju, svaka okomita površina u vašem dizajnu dijela trebala bi uključivati propuh kako bi se olakšalo uklanjanje iz kalupa.
Zašto su nagibni kutovi kod injekcijskog prešanja važni?
Kutovi naprezanja ključni su za proces injekcijskog prešanja. Evo nekoliko konkretnih razloga zašto:
- Lako otpuštanje dijela: Propuh pomaže glatko iskočiti dio iz kalupa.
- Kvaliteta površine: Bez odgovarajućeg propuha, dijelovi mogu imati ogrebotine ili oštećenja.
- Dugovječnost plijesni: Ispravno kutovi gaza smanjuju trošenje samog kalupa, što dovodi do duljeg vijeka trajanja kalupa.
Minimalni kut gaza zahtjevi se razlikuju ovisno o složenosti dijela i materijalu, ali čak i kut od 1 stupnja može napraviti značajnu razliku.
Optimalni kutovi gaza određuju se tijekom faza projektiranja dijelova i kalupa i ovise o željenoj završnoj obradi i detaljima proizvedenog komada.
Višestruka razmatranja za kutove gaza
Prilikom projektiranja dijelova za injekcijsko prešanje, materijalna razmatranja igraju ključnu ulogu u određivanju odgovarajućih kutova provlačenja potrebnih za uspješno izbacivanje dijelova.
Izbor materijala značajno utječe na tečnost i svojstva hlađenja tijekom procesa kalupljenja. Na primjer, termoplasti su naširoko omiljeni zbog svoje svestranosti; međutim, svaki materijal pokazuje jedinstvene karakteristike koje se moraju pažljivo procijeniti.
Mekši materijali obično zahtijevaju manje kutove nagiba, oko 1 do 2 stupnja, dok krući materijali zahtijevaju veće kutove, često 3 stupnja ili više, kako bi se olakšalo oslobađanje kalupa bez oštećenja dijela.
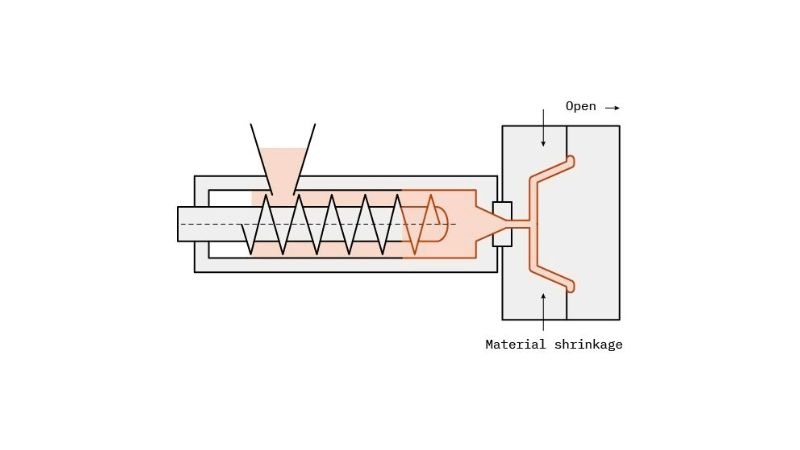
Osim toga, stope skupljanja materijala moraju se uzeti u obzir u jednadžbi, jer one određuju koliko se dio skuplja tijekom hlađenja. Veće stope skupljanja općenito zahtijevaju veće kutove propuha kako bi se spriječili problemi s izbacivanjem, dok niže stope skupljanja mogu omogućiti manje kutove.
Za optimalne rezultate, preporučljivo je primijeniti kut gaza od 1,5 do 2 stupnja za dijelove duboke do 2 inča, dok dublje ili složenije geometrije mogu zahtijevati još strmije kutove.
Nadalje, površinska obrada dijela može značajno utjecati na estetiku i funkcionalnost. Teksturirane površine, na primjer, zahtijevaju specifične kutove nagiba na temelju njihove dubine; lakše teksture mogu raditi s minimalnim kutovima od 1 do 1,5 stupnjeva, dok teže teksture mogu zahtijevati kutove od 3 stupnja ili više kako bi se osiguralo glatko izbacivanje.
Ravnoteža između estetskih zahtjeva i funkcionalne izvedbe ključna je, budući da sjajna, glatka završna obrada može zahtijevati kut propuha od samo 0,5 stupnjeva, ali premali propuh može spriječiti izbacivanje i ugroziti integritet dijela.
Nacrt zahtjeva za razne materijale
| Materijal | Minimalni gaz | Preporučeni nacrt |
|---|---|---|
| Najlon | 0° | 1° |
| Polietilen (PE) | 0,5° | 1,5° |
| Polivinil klorid (PVC) | 0,5° | 1,5° |
| polipropilen (PP) | 1° | 2° |
| Polikarbonat (PC) | 1,5° | 2° |
| Akrilonitril butadien stiren (ABS) | 1° | 2° |
| Polistiren (PS) | 1° | 2° |
| Termoplastični elastomer (TPE) | 0,5° | 1,5° |
| Etilen vinil acetat (EVA) | 0,5° | 1,5° |
| Polietilen visoke gustoće (HDPE) | 1° | 2° |
Značajke nacrta i dijela
Kod brizganih dijelova bitno je uzeti u obzir ugaone kutove ne samo za zidove već i za sve okomite elemente, kao što su rebra i izbočine. Na potrebni kut gaza utječe dubina ovih elemenata i njihova minimalna debljina. Tablica u nastavku prikazuje minimalnu debljinu i odgovarajuće kutove nagiba za različite dubine elemenata.
| Dubina značajke | Minimalna debljina/nacrtni kutovi |
|---|---|
| 0,25 in. | 0,040 in. / 0,5° |
| 0,5 in. | 0,040 in. / 1°
0,060 in. / 0,5° |
| 0,75 in. | 0,040 in. / 2°
0,060 in. / 1° 0,080 in. / 0,5° |
| 1 in. | 0,060 in. / 2°
0,080 in. / 1° 0,100 in. / 0,5° |
| 1,5 in. | 0,080 in. / 2°
0,100 in. / 1° |
| 2 in. | 0,100 in. / 2° |
| 2,5 in. | 0,100 in. / 2,5° |
| 3 in. | 0,120 in. / 3° |
| 4 in. | 0,140 in. / 3° |
| 5 in. | 0,160 in. / 3,5° |
- Rebra: Obično je potreban minimalni kut propuha od 1° kako bi se osiguralo lako uklanjanje iz kalupa.
- Šefovi: Trebao bi imati najmanje kut gaza od 2° kada dubina prelazi 1 in. kako bi se olakšalo oblikovanje.
- Opće smjernice: Kako se dubina elementa povećava, minimalna debljina također bi se trebala povećati kako bi se održao strukturni integritet.
Kod Modieja, često stvaramo prototipove pomoću softvera za računalno potpomognuto projektiranje (CAD). To nam omogućuje vizualizaciju kako će kutovi gaza funkcionirati u praksi. Također možemo provesti simulacije kako bismo procijenili proces izbacivanja i identificirali potencijalne probleme prije prelaska na proizvodnju.
Suradnja s našim proizvodnim timovima ključna je kako bi se osiguralo da su dizajnirani kutovi nacrta usklađeni s mogućnostima naše opreme za kalupljenje. Uzimamo u obzir faktore kao što su dizajn kalupa, rashladni sustavi i vrsta procesa injekcijskog prešanja koji se koristi.
Nakon temeljite procjene i testiranja, vršimo sve potrebne prilagodbe nacrtnih kutova i finaliziramo dizajn. Ako imate bilo kakvih pitanja ili trebate pomoć u vezi s projektima brizganja, naš tim je tu da vam pomogne!






{kind=link}
{kind=link}