Литье под давлением популярный метод, используемый для создания пластиковых деталей путем впрыскивания расплавленного пластика в форму. Ключевые компоненты, наряду с типами используемых пластиковых материалов, играют решающую роль в формировании конечного продукта.
Литье под давлением подразумевает создание деталей путем впрыскивания расплавленного пластика в форму. Процесс начинается с нагревания пластиковых гранул до тех пор, пока они не расплавятся. Затем этот расплавленный пластик впрыскивается в форму под высоким давлением. Форма, которая определяет форму и характеристики конечной детали, охлаждает пластик, позволяя ему затвердеть и принять нужную форму.
Ключевые компоненты литьевых машин
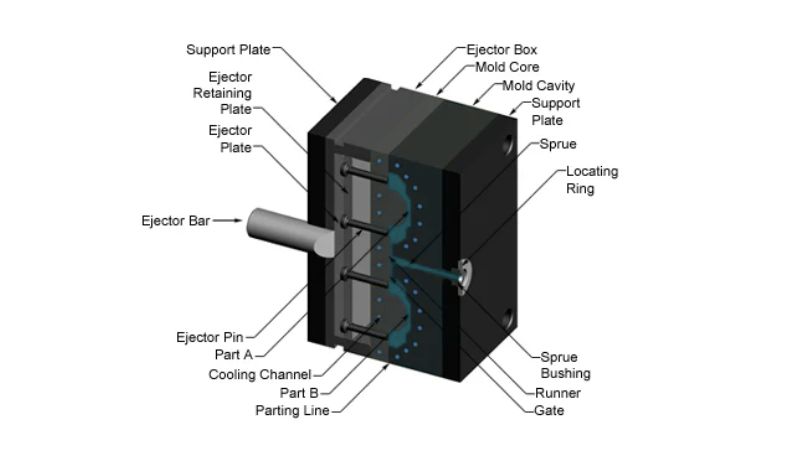
Литьевая машина состоит из трех основных частей: узла впрыска, пресс-формы и узла смыкания.
- Блок впрыска: Эта часть плавит и впрыскивает пластик. Она включает в себя бункер, нагреватель и шнек/плунжер, который проталкивает расплавленный пластик в форму.
- Форма: Состоит из двух половин, формирует пластик. Сердцевина и полость образуют внутреннюю и внешнюю поверхности детали.
- Зажимной узел: Он удерживает половинки формы вместе во время этапов впрыска и охлаждения, гарантируя точную форму и формирование детали.
Как проектировать полости пресс-формы?
При проектировании полостей пресс-формы необходимо учитывать несколько аспектов, которые влияют на качество и эффективность конечного продукта. Понимание роли основной и полости, выбор соответствующих конструктивных факторов и выбор типа пресс-формы являются важнейшими этапами процесса.
Что такое полость пресс-формы при литье под давлением?
Полость пресс-формы является важнейшим элементом в процессе литья под давлением. Это полое пространство внутри пресс-формы, которое определяет форму и размеры производимой пластиковой детали. Основные моменты, касающиеся полостей пресс-формы, включают:
Полость формы — это отверстие или негативное пространство, имеющее форму желаемой конечной детали. Обычно изготавливается из нержавеющей стали.
Когда расплавленный пластик впрыскивается в форму, он заполняет полость, принимая ее форму. После охлаждения и затвердевания он образует готовую пластиковую деталь.
Обычно выделяют три типа полостей пресс-форм:
- Однополостные формы: Производить одну деталь за цикл
- Многоместные формы: Имеют несколько идентичных полостей, изготавливая несколько идентичных деталей за цикл
- Семейные пресс-формы: имеют несколько различных полостей, производят разные детали за один цикл.
Факторы, влияющие на конструкцию полости
На конструкцию полости внутри формы влияют несколько ключевых факторов, начиная с геометрии детали; для сложных форм могут потребоваться сложные конфигурации для формирования всех элементов с точным сохранением функциональности формы, а для легкого извлечения необходимы соответствующие углы уклона.
Выбор материала также играет важную роль, поскольку различные материалы обладают разными характеристиками текучести, скоростью усадки и термическими свойствами, что требует разработки индивидуальных проектов для обеспечения надлежащего наполнения и охлаждения.
Кроме того, интеграция эффективных каналов охлаждения имеет решающее значение для контроля температуры и сокращения времени цикла, предотвращая при этом коробление или дефекты. Необходимо учитывать динамику потока, чтобы гарантировать, что расплавленный материал заполняет полость равномерно без пустот, а конструкция литников и питателей имеет важное значение для оптимизации потока материала.
Наконец, важно учитывать вторичные операции, такие как механическая обработка или покраска, чтобы гарантировать, что конструкция полости соответствует любым дополнительным потребностям обработки. Тщательно учитывая эти факторы, производители могут создавать эффективные формы, которые позволяют эффективно и экономично производить высококачественные детали.
Сердечник и полость: в чем разница?
Полость формирует внешнюю часть детали, а сердечник определяет внутреннюю часть. Вместе они создают полную форму изделия. Когда две половины формы закрываются, сердечник и полость соединяются, создавая окончательный дизайн.
В типичной двухкомпонентной форме полость часто располагается в неподвижной половине, а стержень — в подвижной половине формы.
Метод выталкивания также различается: после охлаждения деталь обычно извлекают, разделяя половинки формы, что позволяет полости и стержню отделиться от сформированного изделия.
Одноместные и многоместные литьевые формы: в чем разница?
При литье пластмасс под давлением выбор между одно- и многогнездными пресс-формами имеет решающее значение для определения эффективности производства, стоимости пресс-формы и качества деталей.
А однополостная форма содержит одну полость, производящую одну деталь за цикл. Эта конструкция особенно выгодна для малых и средних объемов производства, позволяя снизить начальные затраты на оснастку, упростить обслуживание пресс-формы и обеспечить гибкость для изменения конструкции по мере необходимости.
Однополостные пресс-формы отлично подходят для создания прототипов и индивидуальных деталей, где точность важнее объема.
С другой стороны, многополостная форма включает несколько полостей в одной форме, что позволяет производить несколько идентичных деталей одновременно в каждом цикле впрыска. Этот метод не только увеличивает скорость производства, но и снижает стоимость за единицу, что делает его идеальным для массового производства. Многогнездные формы необходимы в отраслях, где требуется большое количество идентичных деталей, поскольку они обеспечивают единообразие и минимизируют риск дефектов в изделиях.
Однако они требуют более высоких начальных затрат на оснастку и более сложной инженерии. Кроме того, есть соображения относительно времени цикла. Многогнездные формы могут значительно сократить время цикла, поскольку они производят несколько деталей одновременно. Однако сложность этих форм может привести к более длительному времени настройки и потребовать расширенных протоколов обслуживания для решения таких проблем, как дисбаланс полостей и износ с течением времени. Напротив, одногнездные формы позволяют быстрее выполнять корректировки и устранять неполадки, что делает их более управляемыми при работе с уникальными или единичными деталями.
Другим важным аспектом является масштабируемость производства. В то время как одногнездные формы могут быть идеальными для небольших партий или индивидуальных изделий, многогнездные формы позволяют компаниям быстро наращивать производство для удовлетворения потребностей рынка без ущерба качеству.
Почему стоит выбрать Molide?
Основанная в 2008 году, компания Moldie зарекомендовала себя как лидер в производстве высококачественных литьевых форм для пластика, литьевых форм и прецизионных механических деталей. Мы предлагаем комплексное решение OEM/ODM, охватывающее все: от проектирования деталей и прототипирования до проектирования пресс-форм, производства и крупномасштабного производства.
Нашей экспертизе доверяют международные лидеры отрасли. Мы обслуживаем престижные автомобильные бренды, такие как Mercedes-Benz, Volkswagen, Audi, BMW и Ferrari, а также крупных игроков в других секторах, таких как Schneider и Phillip.
Если вам нужны формы для литья пластика, литейные формы для алюминия, Zamak и магния или прецизионные механические детали, Moldie имеет возможности удовлетворить ваши разнообразные производственные потребности! Свяжитесь с нами сегодня!
Часто задаваемые вопросы
Как понять схему полости литьевой формы?
Чтобы прочитать схему полости пресс-формы, найдите метки, указывающие стороны полости и сердечника. Обратите внимание на элементы конструкции, такие как основание пресс-формы, литник и литниковая система. Эти схемы помогают визуализировать, как расплавленный пластик течет и заполняет полости для формирования деталей.
Не могли бы вы объяснить процесс формования полостей?
The процесс формования полости начинается с впрыскивания расплавленного пластика в полость формы. Затем форма охлаждается, чтобы затвердеть деталь. Крайне важно, чтобы форма была спроектирована точно, так как любые ошибки могут повлиять на качество и точность производимых деталей.
Какие факторы влияют на стоимость одноместной литьевой формы?
На стоимость одноместной пресс-формы влияет несколько факторов. К ним относятся сложность детали, материал, используемый в самой пресс-форме, и объем производства. Точность инструмента и дополнительные функции, такие как автоматизированные функции, также играют роль в определении стоимости.






{kind=link}
{kind=link}