
Warpage poate fi enervant. Atât pentru producători, cât și pentru designerii de produse, este important să se înțeleagă cauzele fundamentale ale deformării, iar implementarea unor strategii eficiente de prevenire este crucială pentru menținerea rezultatelor de înaltă calitate și reducerea costurilor de producție.
În acest ghid cuprinzător, vom explora factorii principali care contribuie la deformarea în turnarea prin injecție și vom oferi soluții practice pentru a atenua această problemă.
Prin aplicarea acestor informații, producătorii își pot îmbunătăți eficiența producției, pot reduce ratele de deșeuri și, în cele din urmă, pot livra piese turnate prin injecție superioare.
Ce este Molding Warpage
Deformarea este una dintre problemele cruciale de calitate în turnarea prin injecție a plasticului, ceea ce duce adesea la instabilitate dimensională a pieselor din plastic.
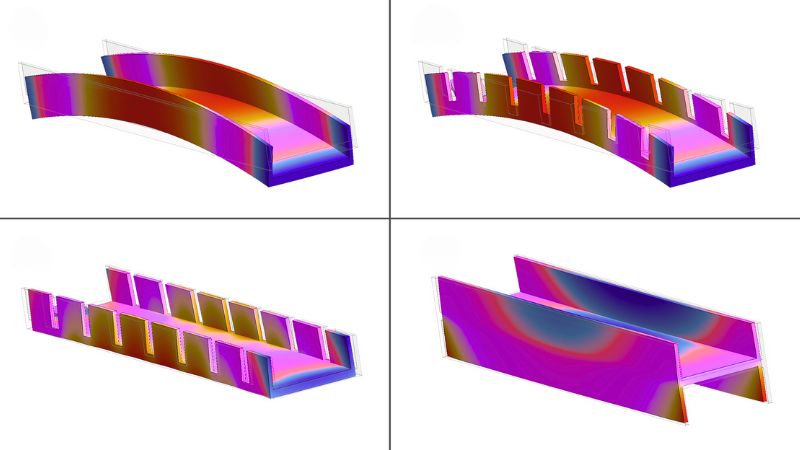
Deformarea se referă la abaterea nedorită de la geometria produsului prevăzut, care poate apărea în piesele din plastic în timpul procesului de turnare prin injecție. Acest defect se manifestă prin distorsiuni, cum ar fi răsucirea, îndoirea sau ondularea piesei turnate.
Severitatea deformarii variază de la deformații ușoare, abia vizibile cu ochiul liber, până la distorsiuni semnificative care interferează cu funcționarea sau ansamblul piesei.
Impactul Warpage-ului asupra produselor turnate
Prezența deformarii în turnarea prin injecție are implicații substanțiale asupra calității și funcționalității pieselor din plastic:
- Calitate Estetică: Atractia vizuala este compromisa, facand produsele finale mai putin competitive pe piata.
- Stabilitate dimensională: Piesele deformate pot să nu se potrivească în ansambluri sau să nu îndeplinească dimensiunile precise necesare pentru interfața cu alte componente.
- Deficiențe funcționale: Dincolo de estetică, deformarea poate afecta performanța mecanică și integritatea structurală a componentei.
Care este cauza deformarii în turnarea prin injecție?
Această secțiune explorează complexitățile mașină, matriță, și factori materiali contribuind la deformare și oferă câteva soluții practice pentru a atenua aceste probleme.
Erori de mașină
Presiune sau timp de injecție inadecvat
Presiunea insuficientă de injecție sau timpul de menținere poate duce la ambalarea inadecvată a matriței. Acest lucru poate face ca materialul plastic să se răcească și să se solidifice înainte ca matrița să fie umplută corespunzător.
Ambele scenarii au ca rezultat mișcarea necontrolată a moleculelor în timpul răcirii, ceea ce duce la contracție neuniformă și deformare.
Temperatura cilindrului incorectă
Dacă temperatura butoiului este prea scăzută, rășina nu va atinge temperatura de curgere adecvată, ceea ce duce la solidificare prematură, ambalare inadecvată a matriței și, în cele din urmă, contracție neuniformă și deformare.
Timp de rezidență nepotrivit
Timpul de rezidență inadecvat previne absorbția uniformă a căldurii în întreaga rășină. Acest lucru poate face ca porțiunile subîncălzite ale materialului să devină rigide și să se solidifice prematur, ducând la umplerea incompletă a matriței și deformarea.
Încordare internă excesivă
Presiunile ridicate de injecție pot crea tensiuni interne în piesa turnată, care se pot manifesta ca deformare după ejectarea din matriță.
Timp incorect de avans al șurubului
Dacă timpul de avans al șurubului este prea lung, poate duce la supra-ambalarea matriței, creând tensiuni interne care duc la deformare.
Timp de răcire insuficient
Timpul de răcire insuficient poate împiedica răcirea uniformă și completă a piesei înainte de ejectare, ceea ce duce la contracție neuniformă și deformare pe măsură ce continuă să se răcească în afara matriței.
Erori de mucegai
Amplasarea și proiectarea necorespunzătoare a porții
Amplasarea incorectă a porții poate duce la umplerea și ambalarea neuniformă a cavității matriței. Acest lucru are ca rezultat o distribuție inconsecventă a presiunii și rate de răcire, provocând deformarea.
Amplasarea inadecvată a știftului ejectorului
Știfturile ejectorului poziționate prost sau insuficiente pot cauza stres neuniform atunci când piesa este scoasă din matriță. Acest lucru poate duce la deformare, în special în piesele cu geometrii complexe.
Circuite de răcire dezechilibrate
Circuitele de răcire echilibrate necorespunzător pot provoca o răcire neuniformă între cavități, ceea ce duce la deformarea unor părți, în timp ce altele rămân neafectate.
Erori de selecție a materialelor
Rate ridicate de contracție
Materialele cu rate mari de contracție sunt mai predispuse la deformare.
De exemplu, polimerii semi-cristalini precum polietilena (PE) și polipropilena (PP) au rate de contracție mai mari în comparație cu polimerii amorfi precum policarbonatul (PC) sau polistirenul (PS).
Contracție inconsecventă
Unele materiale se contractă diferit în direcția curgerii față de direcția curgerii transversale. Această contracție anizotropă poate duce la deformare, în special în părțile cu căi lungi de curgere.
Cristalinitate
Materialele foarte cristaline sunt mai susceptibile la deformare datorită tendinței lor de a se contracta mai mult în timpul răcirii.
Sensibilitatea la umiditate
Unele materiale, cum ar fi nailonul, sunt higroscopice și pot absorbi umezeala din aer. Acest lucru poate duce la rezultate inconsecvente de turnare și potențiale deformare dacă nu este uscat corect înainte de procesare.
Cum să reduceți deformarea în turnarea prin injecție?
Optimizarea parametrilor de procesare este esențială, începând cu reglarea presiunii de injecție și a timpului de menținere pentru a asigura o ambalare adecvată a cavității matriței. Acest lucru constrânge moleculele de plastic și previne mișcarea necontrolată în timpul răcirii.
Creșterea timpului de răcire permite o răcire completă și uniformă, ajutând la prevenirea ratelor de contracție diferențiale care conduc adesea la deformare.
Reglarea fină a setărilor de temperatură este la fel de importantă; creșterea temperaturii cilindrului asigură fluxul adecvat al materialului, în timp ce reglarea temperaturii matriței pe baza recomandărilor furnizorului de rășină promovează uniformitatea.
Acolo unde este posibil, implementarea canalelor de răcire conforme poate îmbunătăți și mai mult răcirea uniformă a piesei.
Considerații privind designul matriței și materialele
Optimizarea porților și canalelor prin utilizarea unor tipuri de porți adecvate pentru materiale plastice și design de produse specifice, implementarea mai multor porți pentru piese plate și lărgirea porților și a canalelor poate îmbunătăți semnificativ umplerea matriței.
Amplasarea corectă a știftului ejectorului este, de asemenea, crucială; asigurarea că acestea sunt suficient de largi, bine distribuite și situate în apropierea zonelor cu cea mai mare rezistență la ejectare poate preveni deformarea în timpul îndepărtării pieselor.
Selectarea și manipularea materialelor sunt factori cheie. Alegerea rășinilor mai puțin predispuse la deformare, cum ar fi materialele plastice amorfe precum policarbonatul și polistirenul, în locul materialelor plastice cristaline, poate face o diferență substanțială.
Pentru piesele care utilizează inserții metalice, preîncălzirea acestora la aproximativ 100°C ajută la acomodarea diferențelor de contracție dintre metal și plastic, reducând stresul și potențialul deformare.
Optimizarea designului și controlul calității
Optimizarea designului piesei este un alt aspect critic. Menținerea grosimii uniforme a peretelui în întreaga piesă promovează răcirea și contracția uniformă, în timp ce adăugarea de nervuri de întărire poate îmbunătăți rigiditatea piesei și poate reduce tendința de deformare.
Cooperați cu Professional — Moldie
Lucrul cu Moldie poate duce la calitate și eficiență în procesul de injecție a plasticului turnat. Suntem echipați cu expertiza necesară pentru a manipula o gamă variată de materiale plastice, asigurându-ne că produsele din plastic rezultate îmbină durabilitatea cu estetica.
Moldie pune accentul pe precizie în tehnicile sale de fabricație. Abordarea noastră presupune:
- Design avansat de matriță: Prin optimizarea dimensiunii și a formei porții, Moldie ajută la menținerea fluxului și răcirii uniforme, rezultând mai puține tensiuni interne și o deformare redusă.
- Selectia materialelor: Cunoștințele lor despre diverse materiale plastice permit o alegere informată a materialului, adaptând proprietățile la aplicația dorită și atenuând defectele.
- Optimizarea proceselor: Moldie reglează fin temperatura matriței și ratele de răcire, deoarece aceste variabile joacă un rol esențial în producția de componente de înaltă calitate, fără deformare.
Credem că o astfel de colaborare poate ridica în mod semnificativ standardul componentelor din plastic produse, îmbunătățind în cele din urmă funcționalitatea și aspectul produsului final.






{kind=link}
{kind=link}