
La deformazione può essere fastidiosa. Per i produttori e i progettisti di prodotti, è importante comprendere le cause profonde della deformazione e implementare strategie di prevenzione efficaci è fondamentale per mantenere un output di alta qualità e ridurre al minimo i costi di produzione.
In questa guida completa esploreremo i principali fattori che contribuiscono alla deformazione nello stampaggio a iniezione e forniremo soluzioni pratiche per attenuare questo problema.
Applicando queste conoscenze, i produttori possono migliorare l'efficienza produttiva, ridurre i tassi di scarto e, in ultima analisi, fornire parti stampate a iniezione di qualità superiore.
Che cosa è la deformazione dello stampaggio
La deformazione è uno dei problemi qualitativi cruciali nello stampaggio a iniezione di materie plastiche e spesso provoca instabilità dimensionale nei componenti in plastica.
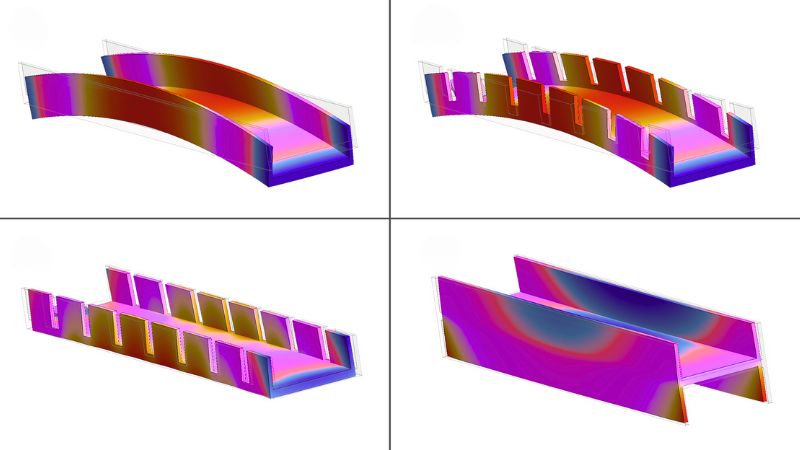
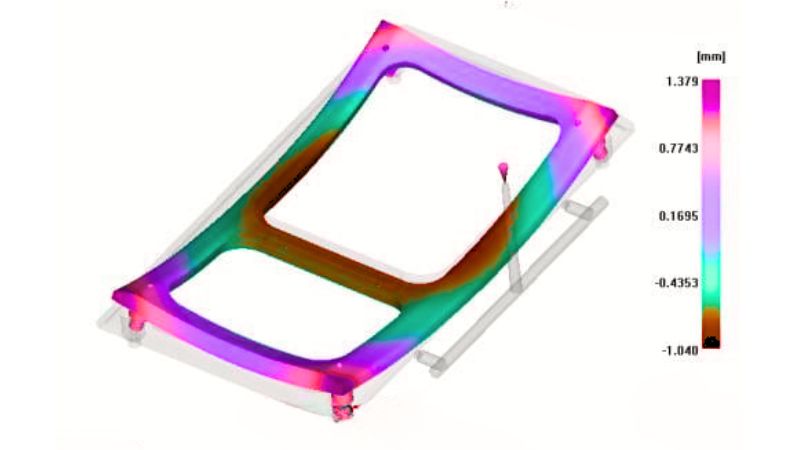
La deformazione si riferisce alla deviazione indesiderata dalla geometria del prodotto prevista che può verificarsi nelle parti in plastica durante il processo di stampaggio a iniezione. Questo difetto si manifesta come distorsioni quali torsione, piegatura o arricciamento della parte stampata.
La gravità della deformazione varia da lievi deformazioni, appena percettibili a occhio nudo, a distorsioni significative che interferiscono con la funzionalità o l'assemblaggio del componente.
L'impatto della deformazione sui prodotti stampati
La presenza di deformazioni nello stampaggio a iniezione ha implicazioni sostanziali sulla qualità e sulla funzionalità delle parti in plastica:
- Qualità estetica: L'aspetto estetico risulta compromesso, rendendo i prodotti finali meno competitivi sul mercato.
- Stabilità dimensionale: Le parti deformate potrebbero non adattarsi agli assemblaggi o non rispettare le dimensioni precise richieste per l'interfaccia con altri componenti.
- Carenze funzionali:Oltre all'aspetto estetico, la deformazione può compromettere le prestazioni meccaniche e l'integrità strutturale del componente.
Qual è la causa della deformazione nello stampaggio a iniezione?
Questa sezione esplora le complessità di macchina, stampo, E fattori materiali che contribuiscono alla deformazione e forniscono alcune soluzioni pratiche per attenuare questi problemi.
Errori della macchina
Pressione o tempo di iniezione inadeguati
Una pressione di iniezione o un tempo di attesa insufficienti possono portare a un riempimento inadeguato dello stampo. Ciò può causare il raffreddamento e la solidificazione del materiale plastico prima che lo stampo sia riempito correttamente.
Entrambi gli scenari determinano un movimento incontrollato delle molecole durante il raffreddamento, con conseguente restringimento e deformazione non uniformi.
Temperatura della canna non corretta
Se la temperatura del cilindro è troppo bassa, la resina non raggiungerà la temperatura di flusso corretta, causando una solidificazione prematura, un riempimento inadeguato dello stampo e, in ultima analisi, un restringimento e una deformazione irregolari.
Tempo di residenza improprio
Un tempo di residenza inadeguato impedisce l'assorbimento uniforme del calore in tutta la resina. Ciò può causare la rigidità e la solidificazione prematura delle parti del materiale sottoriscaldate, con conseguente riempimento incompleto dello stampo e deformazione.
Eccessiva tensione interna
Le elevate pressioni di iniezione possono creare tensioni interne nel pezzo stampato, che possono manifestarsi sotto forma di deformazioni dopo l'espulsione dallo stampo.
Tempo di avanzamento della vite non corretto
Se il tempo di avvitamento è troppo lungo, si può verificare un sovraccaricamento dello stampo, creando sollecitazioni interne che provocano deformazioni.
Tempo di raffreddamento insufficiente
Un tempo di raffreddamento insufficiente può impedire al pezzo di raffreddarsi in modo uniforme e completo prima dell'espulsione, causando un restringimento e una deformazione irregolari mentre continua a raffreddarsi all'esterno dello stampo.
Errori di muffa
Posizione e progettazione del cancello non corrette
Un posizionamento errato del gate può portare a un riempimento e a un impaccamento non uniformi della cavità dello stampo. Ciò comporta una distribuzione della pressione e velocità di raffreddamento non uniformi, causando deformazioni.
Posizionamento inadeguato del perno di espulsione
Perni di espulsione mal posizionati o insufficienti possono causare una sollecitazione non uniforme quando la parte viene espulsa dallo stampo. Ciò può portare a deformazioni, specialmente in parti con geometrie complesse.
Circuiti di raffreddamento non bilanciati
Circuiti di raffreddamento non correttamente bilanciati possono causare un raffreddamento non uniforme nelle cavità, provocando deformazioni in alcune parti mentre altre rimangono inalterate.
Errori nella selezione dei materiali
Elevati tassi di restringimento
I materiali con elevati tassi di restringimento sono più soggetti a deformazioni.
Ad esempio, i polimeri semicristallini come il polietilene (PE) e il polipropilene (PP) presentano tassi di restringimento più elevati rispetto ai polimeri amorfi come il policarbonato (PC) o il polistirene (PS).
Restringimento incoerente
Alcuni materiali si restringono in modo diverso nella direzione del flusso rispetto alla direzione del flusso trasversale. Questo restringimento anisotropico può portare a deformazioni, specialmente in parti con lunghi percorsi di flusso.
Cristallinità
I materiali altamente cristallini sono più soggetti a deformazioni a causa della loro tendenza a restringersi maggiormente durante il raffreddamento.
Sensibilità all'umidità
Alcuni materiali, come il nylon, sono igroscopici e possono assorbire l'umidità dall'aria. Ciò può portare a risultati di stampaggio incoerenti e potenziali deformazioni se non vengono asciugati correttamente prima della lavorazione.
Come ridurre la deformazione nello stampaggio a iniezione?
L'ottimizzazione dei parametri di lavorazione è fondamentale, a partire dalla regolazione della pressione di iniezione e del tempo di attesa per garantire il corretto riempimento della cavità dello stampo. Ciò limita le molecole di plastica e impedisce movimenti incontrollati durante il raffreddamento.
Aumentando il tempo di raffreddamento si ottiene un raffreddamento completo e uniforme, contribuendo a prevenire tassi di restringimento differenziali che spesso portano alla deformazione.
Altrettanto importante è la regolazione precisa delle impostazioni della temperatura: aumentare la temperatura del cilindro garantisce il corretto flusso del materiale, mentre la regolazione della temperatura dello stampo in base alle raccomandazioni del fornitore della resina favorisce l'uniformità.
Laddove possibile, l'implementazione di canali di raffreddamento conformi può migliorare ulteriormente l'uniformità del raffreddamento nel componente.
Progettazione dello stampo e considerazioni sui materiali
L'ottimizzazione di punti di iniezione e canali mediante l'utilizzo di tipologie di punti di iniezione appropriate per plastiche e design specifici del prodotto, l'implementazione di più punti di iniezione per parti piatte e l'ampliamento di punti di iniezione e canali possono migliorare significativamente il riempimento dello stampo.
Anche il corretto posizionamento del perno di espulsione è fondamentale: assicurarsi che sia sufficientemente largo, ben distribuito e posizionato vicino alle aree con la maggiore resistenza all'espulsione può impedire deformazioni durante la rimozione del pezzo.
La selezione e la gestione dei materiali sono fattori chiave. Scegliere resine meno soggette a deformazioni, come plastiche amorfe come policarbonato e polistirene, invece di plastiche cristalline, può fare una differenza sostanziale.
Per le parti che utilizzano inserti metallici, il preriscaldamento a circa 100°C aiuta ad compensare le differenze di restringimento tra metallo e plastica, riducendo lo stress e la potenziale deformazione.
Ottimizzazione del design e controllo di qualità
L'ottimizzazione del design della parte è un altro aspetto critico. Mantenere uno spessore di parete uniforme in tutta la parte favorisce un raffreddamento e un restringimento uniformi, mentre l'aggiunta di nervature di rinforzo può migliorare la rigidità della parte e ridurre la tendenza alla deformazione.
Collabora con il professionista — Moldie
Lavorare con Molde può portare a qualità ed efficienza nel processo di iniezione di plastica stampata. Siamo dotati delle competenze necessarie per gestire una vasta gamma di materiali plastici, assicurando che i prodotti in plastica risultanti uniscano durata ed estetica.
Moldie enfatizza la precisione nelle sue tecniche di produzione. Il nostro approccio prevede:
- Progettazione avanzata di stampi:Ottimizzando le dimensioni e la forma del gate, Moldie aiuta a mantenere un flusso e un raffreddamento uniformi, con conseguente riduzione dello stress interno e della deformazione.
- Selezione del materiale:La loro conoscenza delle varie materie plastiche consente una scelta consapevole del materiale, adattando le proprietà all'applicazione prevista e attenuando i difetti.
- Ottimizzazione dei processi: Moldie ottimizza la temperatura dello stampo e la velocità di raffreddamento, poiché queste variabili svolgono un ruolo fondamentale nella produzione di componenti di alta qualità e senza deformazioni.
Riteniamo che tale collaborazione possa elevare significativamente lo standard dei componenti in plastica prodotti, migliorando in ultima analisi la funzionalità e l'aspetto del prodotto finale.






{kind=link}
{kind=link}