
Le moulage par injection de caoutchouc est un procédé de fabrication polyvalent et efficace qui a révolutionné la production de pièces moulées en caoutchouc dans divers secteurs. Cette technique avancée allie précision, rapidité et rentabilité pour créer des composants en caoutchouc complexes avec des tolérances strictes et une excellente cohérence.
Alors que la demande de produits moulés en caoutchouc personnalisés de haute qualité continue de croître dans des secteurs tels que l'automobile, la médecine, l'aérospatiale et les biens de consommation, la compréhension des subtilités du moulage par injection de caoutchouc devient de plus en plus importante pour les fabricants et les ingénieurs.
Dans ce guide complet, nous aborderons les aspects fondamentaux du moulage par injection de caoutchouc, en explorant le processus lui-même, les types de moules utilisés et la large gamme de pièces pouvant être produites. De la sélection initiale du matériau au produit final, nous examinerons chaque étape du processus de fabrication, en soulignant les avantages et les défis associés à cette technique innovante.
Qu'est-ce que le moulage par injection de caoutchouc ?
Le moulage par injection de caoutchouc est une méthode qui consiste à injecter du caoutchouc fondu dans un moule. Le caoutchouc est d'abord chauffé jusqu'à ce qu'il soit mou. Il est ensuite injecté sous haute pression dans la cavité du moule.
Une fois à l'intérieur du moule, le caoutchouc refroidit et durcit pour obtenir la forme souhaitée. Cette technique est idéale pour produire des articles aux motifs complexes, comme des joints et des joints d'étanchéité.
Quels sont les avantages du moulage par injection de caoutchouc ?
Le moulage par injection de caoutchouc est très efficace. Il permet de traiter rapidement de grandes séries de production, ce qui le rend rentable pour la production de masse. La méthode produit un minimum de déchets en raison de sa précision.
Grâce à ce procédé, vous pouvez obtenir des tolérances serrées et des formes complexes avec lesquelles d’autres méthodes pourraient avoir du mal. Polyvalence est une autre clé; moulage par injection de caoutchouc fonctionne avec différents types de caoutchouc, améliorant la qualité et la durabilité du produit.
De plus, cette méthode offre une répétabilité élevée, garantissant la cohérence de chaque pièce. Cet avantage est précieux pour maintenir la qualité de produits tels que les joints toriques et les joints d'étanchéité, qui nécessitent durabilité et précision.
Quels sont les types de caoutchouc utilisés dans l'injection de moules en caoutchouc ?
Caoutchouc naturel
Le caoutchouc naturel est dérivé du latex des hévéas et est connu pour son excellente élasticité, sa résilience et sa résistance à la déchirure.
- Propriétés:Haute résistance à la traction, bon allongement, excellente résistance au frottement et à l'abrasion
- Applications: Pneus, amortisseurs, joints et amortisseurs de vibrations
Caoutchoucs synthétiques
Caoutchouc nitrile (NBR)
Le caoutchouc nitrile est un copolymère de butadiène et d'acrylonitrile.
- Propriétés:Excellente résistance aux huiles, aux carburants et à de nombreux solvants ; bonne résistance à l'abrasion
- Applications: Joints d'étanchéité, joints d'étanchéité, tuyaux et pièces automobiles
Caoutchouc nitrile butadiène hydrogéné (HNBR)
Le HNBR est une version modifiée du NBR avec une résistance améliorée à la chaleur et aux produits chimiques.
- Propriétés:Haute résistance aux huiles et produits chimiques à base de pétrole, excellente résistance à la chaleur
- Applications:Joints, courroies et joints automobiles dans des environnements à haute température
Monomère d'éthylène-propylène-diène (EPDM)
L'EPDM est un caoutchouc synthétique fabriqué à partir d'éthylène, de propylène et d'une petite quantité de diène.
- Propriétés:Excellente résistance aux intempéries, à l'ozone et à la chaleur ; bonne isolation électrique
- Applications:Coupe-froid, membranes de toiture et isolation électrique
Caoutchouc de silicone
Le caoutchouc de silicone est un élastomère synthétique inorganique avec un squelette silicium-oxygène.
- Propriétés:Large plage de température (-55°C à 300°C), excellentes propriétés électriques, biocompatibilité
- Applications:Dispositifs médicaux, isolation électrique et joints haute température
Fluorosilicone
Le fluorosilicone est une forme spécialisée de caoutchouc de silicone avec des atomes de fluor ajoutés.
- Propriétés:Combine la résistance à la température du silicone avec une résistance améliorée au carburant et à l'huile
- Applications:Composants de systèmes de carburant pour l'aéronautique et l'automobile
Néoprène (Polychloroprène)
Le néoprène est un caoutchouc synthétique produit par polymérisation du chloroprène.
- Propriétés:Bonne résistance aux intempéries, aux huiles et aux flammes ; résistance chimique modérée
- Applications: Combinaisons, joints, tuyaux et isolation électrique
Caoutchouc styrène-butadiène (SBR)
Le SBR est un copolymère de styrène et de butadiène.
- Propriétés:Bonne résistance à l'abrasion, au vieillissement et aux fissures
- Applications: Bandes de roulement de pneus, bandes transporteuses et chaussures
Caoutchouc fluorocarboné (Viton)
Le caoutchouc fluorocarboné est connu pour sa résistance exceptionnelle aux produits chimiques et à la chaleur.
- Propriétés:Excellente résistance aux huiles, aux carburants et aux acides ; capacité à haute température
- Applications:Équipements de traitement chimique, joints aérospatiaux et systèmes de carburant pour automobiles
Caoutchouc butyle
Le caoutchouc butyle est un copolymère d'isobutylène avec une petite quantité d'isoprène.
- Propriétés:Très faible perméabilité aux gaz, bonnes propriétés de flexion et amortissement des vibrations
- Applications: Chambres à air, revêtements de pneus et bouchons pharmaceutiques
Caoutchouc uréthane (polyuréthane)
Le caoutchouc uréthane est une classe de polymères avec des liaisons uréthane.
- Propriétés:Haute résistance à la traction, excellente résistance à l'abrasion et bonne résistance à l'huile
- Applications:Rouleaux, joints et garnitures industriels dans des applications à forte usure
Élastomères thermoplastiques
Élastomères thermoplastiques (TPE)
Les TPE sont une classe de copolymères qui combinent les propriétés des matériaux thermoplastiques et élastomères.
- Propriétés:Recyclable, traitement flexible, large gamme d'options de dureté
- Applications:Poignées souples au toucher, composants surmoulés et produits de consommation flexibles
Vulcanisat thermoplastique (TPV)
Le TPV est un mélange de polypropylène et de caoutchouc EPDM entièrement durci.
- Propriétés:Durabilité améliorée par rapport aux TPE, bonne résistance chimique
- Applications: Joints d'étanchéité pour automobiles, composants de traitement des fluides et équipements extérieurs
Quels sont les éléments essentiels de la conception d'un moule d'injection de caoutchouc ?
Vous devez prendre en compte les subtilités de la création de moules et les étapes spécifiques impliquées dans la transformation du caoutchouc brut en produit fini.
Notions essentielles sur la conception des moules
La création d'un moule est l'une des premières étapes du moulage par injection de caoutchouc. Vous devez vous assurer que votre conception de moule est précis. Usinage CNC peut aider avec dtolérance dimensionnelle, offrant une haute précision pour les formes complexes.
Ventilation est également important. Des voies d'évacuation d'air appropriées empêchent les défauts tels que les poches d'air. Votre moule doit inclure un cavité du moule qui permet une circulation fluide. Utilisez un moule en métal pour la durabilité et la conduction thermique pendant la fabrication. Une bonne conception du moule conduit à une meilleure qualité du produit.
Quel est le processus de moulage du caoutchouc ?
Le processus de moulage par injection du caoutchouc commence par chauffer le matériau en caoutchouc jusqu'à ce qu'il devienne mou.
Vulcanisation est crucial, car il renforce le caoutchouc en formant des liaisons croisées.
Refroidissement est la phase suivante. Ici, le caoutchouc durcit pour prendre sa forme finale. Chaque étape de ce processus doit être précise pour maintenir une qualité élevée. L'automatisation peut aider à rationaliser ce processus et à améliorer efficacité.
Les différents types d'injection de moules en caoutchouc
Moulage par injection de caoutchouc
Le moulage par injection de caoutchouc est un procédé très proche du moulage par injection de plastique. Il est particulièrement adapté à la production en grande série de pièces en caoutchouc complexes avec des tolérances strictes.Détails du processus :
- Le composé de caoutchouc est introduit dans un cylindre chauffé, généralement sous forme de bande ou de granulés.
- Un mécanisme à vis à l’intérieur du canon fait fondre et mélange le caoutchouc jusqu’à ce qu’il atteigne un état liquide.
- Le caoutchouc liquide est ensuite injecté à haute pression (souvent de 15 000 à 30 000 psi) dans une cavité de moule fermée.
- Le moule est maintenu à une température élevée (généralement entre 150°C et 200°C) pour faciliter le durcissement.
- Après durcissement, le moule s'ouvre et la pièce finie est éjectée.
Avantages supplémentaires :
- Qualité constante des pièces grâce à un contrôle précis de la pression et de la température d'injection
- Déchets de matériaux minimes car les matériaux excédentaires peuvent souvent être réutilisés
- Automatisation facile, permettant des capacités de production 24h/24 et 7j/7
- Capacité à produire des pièces avec des épaisseurs de paroi variables
Moulage par compression
Le moulage par compression est l'un des procédés de moulage du caoutchouc les plus anciens et les plus simples. Il est particulièrement efficace pour produire des pièces de grandes dimensions et relativement simples.Détails du processus :
- Une quantité pré-mesurée de composé de caoutchouc (souvent appelée préforme) est placée dans la moitié inférieure d'une cavité de moule chauffée.
- Le moule est fermé à l'aide d'une presse hydraulique, appliquant généralement des pressions comprises entre 1 000 et 2 000 psi.
- Lorsque le moule se ferme, le caoutchouc est comprimé et s'écoule pour remplir la cavité du moule.
- La chaleur et la pression sont maintenues pendant un temps déterminé pour permettre au caoutchouc de durcir complètement.
- Une fois durci, le moule s'ouvre et la pièce est retirée.
Avantages supplémentaires :
- Idéal pour la production de pièces avec une épaisseur de paroi uniforme
- Coûts d'outillage inférieurs par rapport au moulage par injection
- Convient au moulage de grandes pièces qui peuvent être difficiles à mouler par injection
- Peut accueillir facilement des inserts et des matériaux de renforcement
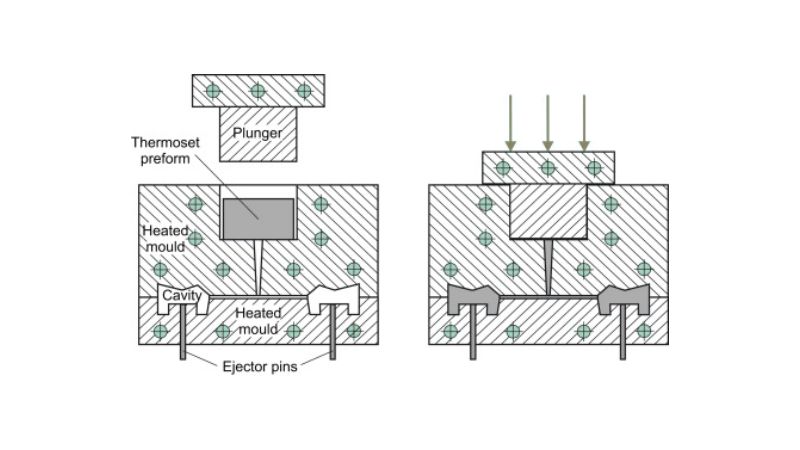
Moulage par transfert
Le moulage par transfert est un procédé hybride qui combine des éléments de moulage par injection et par compression. Il est particulièrement utile pour produire simultanément plusieurs petites pièces ou des pièces aux géométries complexes.
Détails du processus :
- Une quantité mesurée de composé de caoutchouc est placée dans une chambre (appelée pot) au-dessus de la cavité du moule.
- Un piston appuie sur le caoutchouc, le forçant à travers de petits canaux (appelés carottes) dans la cavité du moule.
- Le caoutchouc remplit la cavité du moule sous pression, généralement entre 1 000 et 5 000 psi.
- La chaleur est appliquée pour durcir le caoutchouc, généralement à des températures comprises entre 150°C et 200°C.
- Après durcissement, le moule s'ouvre et les pièces sont éjectées.
Avantages supplémentaires :
- Meilleur contrôle du flux de matière par rapport au moulage par compression
- Peut produire des pièces avec des géométries plus complexes que le moulage par compression
- Plus adapté à l'insertion de composants ou de renforts métalliques que le moulage par injection
- Des temps de cycle généralement plus rapides que le moulage par compression pour les petites pièces
Comment optimiser la production et la qualité

L'amélioration du moulage par injection de caoutchouc implique de réduire le temps de cycle et de garantir une qualité constante. Se concentrer sur ces aspects peut améliorer l'efficacité et la fiabilité du produit production à grande échelle.
Réduction du temps de cycle
Le temps de cycle est crucial pour production à grande échelleEn le minimisant, vous pouvez produire plus de pièces en moins de temps, augmentant ainsi l'efficacité. Automatisation et robotique peut aider dans ce domaine en accélérant les tâches répétitives et en réduisant les erreurs humaines. Ajuster le temps de vulcanisation L'approche basée sur les bilans énergétiques est une autre approche qui a montré des résultats positifs. Elle permet un contrôle dynamique du processus, en l'adaptant aux besoins spécifiques.
Un suivi et des ajustements réguliers permettent de maintenir un rythme soutenu sans compromettre la qualité. En comprenant les domaines qui peuvent être accélérés sans compromettre le résultat, vous pouvez réaliser des gains de productivité significatifs.
Assurer une qualité constante
Pour atteindre qualité constante, vous devez vous concentrer sur une fabrication précise et exacte. Précision dimensionnelle garantit que chaque composant s'adapte parfaitement, réduisant ainsi le gaspillage et les reprises. mécanismes de contrôle de la qualité Tout au long du processus de fabrication, des mesures de sécurité permettent de détecter les erreurs à un stade précoce. Cela peut inclure la technologie des capteurs, qui surveille la pression et la contrainte pendant la production.
L'automatisation joue également un rôle ici, en maintenant des paramètres stables, améliorant ainsi qualité du produit. Former votre équipe aux meilleures pratiques et l'impliquer dans les contrôles de qualité peut encore améliorer la fiabilité. En vous concentrant sur ces domaines clés, vous vous assurez que chaque pièce répond à des normes élevées.
Applications et performances des produits d'injection de caoutchouc
Le moulage par injection de caoutchouc est utilisé dans de nombreuses industries en raison de sa capacité à produire des formes complexes et des composants durables. Il offre des avantages tels que la résistance aux produits chimiques et à la corrosion, ce qui le rend adapté à des applications variées. Les performances sont influencées par des facteurs tels que le choix du matériau et la précision de fabrication.
Industries et applications
Les produits en caoutchouc moulés par injection sont largement utilisés dans les secteurs de l'automobile, de la médecine et des biens de consommation. Vous le trouverez dans applications automobiles pour la fabrication de pièces moulées telles que joints, joints toriques, et isolateurs de vibrationsCes composants assurent la sécurité et l’amélioration des performances du véhicule.
Dans dispositifs médicaux, ce procédé est essentiel pour produire des diaphragmes et des joints en caoutchouc qui répondent à des normes de santé strictes. Il est également utilisé dans la fabrication de divers biens de consommation comme des pare-chocs en caoutchouc, offrant à la fois protection et attrait esthétique.
Facteurs de performance
Les performances des produits moulés par injection de caoutchouc dépendent de plusieurs facteurs importants. Durabilité est une qualité critique, influencée par le choix des matériaux qui doivent résister à l'usure. Résistance chimique est essentiel dans les applications exposées à des substances agressives, garantissant la longévité du produit sans dégradation.
Résistance mécanique est un autre facteur essentiel, qui soutient l'intégrité structurelle même sous contrainte. Dans les environnements exposés à l'humidité ou aux produits chimiques, les produits doivent résistance à la corrosion pour maintenir leur fonction. Des techniques de fabrication appropriées permettent aux composants d'atteindre des formes complexes et des dimensions précises, améliorant encore la fiabilité et les performances.
Questions fréquemment posées
Quels facteurs influencent le prix d’un moule d’injection de caoutchouc ?
Plusieurs facteurs influent sur le prix des moules, notamment la complexité de la conception du moule, le type de caoutchouc utilisé et le volume de production. De plus, les exigences de précision et coûts des matériaux peut également jouer un rôle important dans la détermination du prix global.
Que dois-je prendre en compte lors du choix d’une machine de moulage par injection de caoutchouc ?
Lors du choix d'une machine, vous devez tenir compte de sa force de serrage, de la taille de la grenaille et de sa capacité à gérer le type de caoutchouc spécifique que vous prévoyez d'utiliser. D'autres facteurs incluent la vitesse, l'efficacité et la facilité d'entretien de la machine.
Quelles sont les tailles courantes disponibles pour les moules d’injection de caoutchouc ?
Les moules d'injection de caoutchouc sont disponibles dans une variété de tailles pour répondre aux différents besoins de production. Des tailles standard sont souvent disponibles, mais tailles personnalisées peut également être produit en fonction des exigences spécifiques du projet.
Existe-t-il différentes méthodes de moulage du caoutchouc et comment se comparent-elles ?
Oui, il existe plusieurs méthodes, notamment le moulage par compression et le moulage par transfert. Le moulage par injection est apprécié pour son efficacité et sa capacité à produire des conceptions complexes. Chaque méthode a ses propres avantages et peut être plus adaptée à différentes applications en fonction du résultat souhaité et du matériau utilisé.






{kind=link}
{kind=link}