Ruostumattoman teräksen painevalu
Ruostumaton teräs on suosittu materiaali valutuotannossa. Sen suurin ero muihin rautaseoksiin on, että siinä on tasainen passivointikerros, joka suojaa sitä kosteudelta ja ilmalta. Lisäksi sillä on korkea korroosionkestävyys, mikä tekee siitä täydellisen vaihtoehdon useisiin sovelluksiin. Tässä on kaikki, mitä sinun tulee tietää ruostumattoman teräksen painevalusta:
Ruostumattoman teräksen valun merkitys
Ruostumattoman teräksen valu tai ruostumattoman teräksen sijoitusvalu on teollinen menetelmä valmistaa lopputuote lisäämällä sulaa ruostumatonta terästä malliin tai muottien onteloiden sekoitukseen. Tämä prosessi alkaa rakentamalla muotin ontelot haluttuun muotoon, jonka lopputuotteesi pitäisi olettaa.
Kuumenna sen jälkeen tarvittavaa ruostumatonta terästä, kunnes se sulaa. Tämä muuttaa kiinteän metallin nestemäiseksi.

Toisin kuin kromi ruostumattoman teräksen prosessi, tämä menetelmä tuottaa tarkempia mittatuotteita, jotka poistavat jälkikoneiden tarpeet.
Materiaalilaadut ruostumattoman teräksen investointivaluihin
Ruostumaton teräs on vähähiilisen teräksen luokka. Se koostuu myös pienestä prosenttiosuudesta kromia muodostaen kromioksidikalvon. Tämä kalvo vastaa ruostumattoman teräksen korkeista korroosionkestävistä ominaisuuksista ja sen kyvystä selviytyä hapen läsnä ollessa. Tässä on joitain materiaaleja, joita käytetään ruostumattoman teräksen sijoitusvaluissa:
- Duplex ruostumaton teräs
- Austeniittista ruostumatonta terästä
- Martensiittista ruostumatonta terästä
- Sadekarkaisua ruostumatonta terästä
- Ferriittistä ruostumatonta terästä
Ruostumattoman teräksen valuprosessi
Investointivalussa metallin muovausprosessi edellyttää keraamisen pinnoitteen ympäröimän vahakuvion tuottamista keraamisen muotin luomiseksi. Vaha poistetaan sulattamalla, jolloin keraaminen pinnoite jää muotiksi. Sula ruostumaton teräs virrataan sitten muottiin valetun ruostumattoman teräksen muodostamiseksi. Kun metalli jäähtyy ja jähmettyy, muotti vedetään ulos.
Ruostumattoman teräksen investointivalujen sovellukset
Useat teollisuudenalat käyttävät ruostumatonta terästä sen erityisten fysikaalisten ominaisuuksien vuoksi. Alla on joitain teollisia sovelluksia:
Putken asennusratkaisu: Putkien liitoselementtejä käytetään monilla teollisuudenaloilla virtauksen ohjaamiseen, liittämiseen tai putkistojen suunnan muuttamiseen. Ruostumattoman teräksen valu on kustannustehokkain valmistusprosessi pienivolyymiiselle sukupolvelle.

Venttiilin ja pumpun osat: Nämä ovat elintärkeitä eri työkalujen toiminnalle. Ruostumattomasta teräksestä valmistettujen valukappaleiden avulla voidaan valmistaa monimutkaisia muotoja, jotka sopivat venttiilien ja pumpun komponentteihin. Jotkin ruostumattomasta teräksestä valmistetut valu- ja pumpun komponentit ovat venttiilin runko, pumpun juoksupyörä, venttiiliholkki jne.

Merisovellus: Laivakomponenttien valmistukseen käytetään lukuisia terässeoksia niiden korroosionkestävien ominaisuuksien ja korkean lämmönkestävyyden vuoksi.
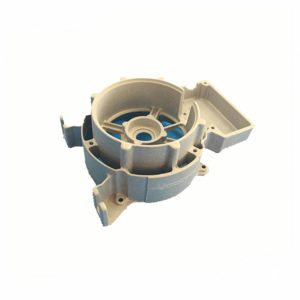
Elintarvikkeiden jalostuskoneet: Ruosteenestokykynsä ansiosta ruostumattomasta teräksestä valmistettuja valukappaleita käytetään lähes kaikissa elintarviketeollisuuden laitteissa. Yksi tärkeimmistä esimerkeistä ruostumattoman teräksen valukappaleista elintarvikejalostuksessa on kahvinkeittimen komponentit.
Ruostumattoman teräksen valumenetelmät
Alla on tärkeimmät ruostumattoman teräksen valuprosessit:
Ruostumattoman teräksen keskipakovalu: Keskipakovalu on yksi merkittävimmistä valumenetelmistä. Toisin kuin muut prosessit, joissa käytetään painetta ja painovoimaa, se käyttää kiinteää keskipakovoimaa. Tästä syystä se on kätevä luoda onttoja rakenteita ja sylinterimäisiä kappaleita.
Ihannetapauksessa tässä menettelyssä rakennetaan sylinterimäisiä muotteja ja valukappaleiden muodostamiseen käytetään keskipakovoimaa. Valukappaleet ovat kestäviä metalleja ja ne on yleensä valmistettu raudasta tai teräksestä.
Voit hankkia keskipakovaluja kahdella menetelmällä: pystysuoralla keskipakovalulla ja vaakasuuntaisella keskipakovalulla. Nämä kaksi vaihtelevat sylinterimäisten muotojen kaltevuuden mukaan. Edellisessä käytetään valukoneiden seosta, jotka kääntävät lieriömäisiä muotoja pystysuunnassa. Toisaalta koneet pyörittävät muotoja vaakasuunnassa edellistä varten.
Ruostumattoman teräksen hiekkavaluprosessi: Tämä käyttää hiekkamuotteja mukautettujen osien luomiseen. Hiekkavalut ovat hyödyllisiä, koska ne kestävät korkeita lämpötiloja.
Ruostumattoman teräksen sijoitusvalu: Tämän teknisen prosessin muottipesät on valmistettu vaahdosta tai vahasta. Muoto on yleensä päällystetty tulenkestävällä materiaalilla muodostaen muotin. Tämän jälkeen vaha sulaa, kun sulaa metallia virtaa muottiin. Lopulta kipsi jäähtyy ja jähmettyy.
Jatkuva ruostumattoman teräksen valu: Tätä kutsutaan myös säievaluksi. Sitä käytetään yleisesti teollisuusprosesseissa tietynpituisen ruostumattoman teräksen muovaamiseen. Tämän saavuttamiseksi syötät sulan teräksen kouruun, jossa se virtaa pystysuoran muotin kautta. Tämä muotti on varustettu jäähdytysjärjestelmällä sulan teräksen jäähdyttämiseksi ja jähmettämiseksi. Tämän menetelmän tärkeimmät edut ovat minimaalinen materiaalihävikki, suuri tuotanto ja korkealaatuiset valut.
Ruostumattoman teräksen painevaluprosessi: Tämä on yksi halutuimmista ja kustannustehokkaimmista valmistusmenetelmistä huippuluokan metallivalujen tuottamiseksi, joiden muoto on lähellä verkkoa. Tämä painevalumenetelmä sisältää korkeapainesulatetun ruostumattoman teräksen työntämisen muottipesään. Muotin ontelon luomiseksi käytät sopivan muotoisia työkalujakkaramalleja. Kun sula metalli on täytetty muotteihin, se jäähtyy ja jähmettyy nopeasti muodostaen halutun verkon muotoisen valukappaleen.
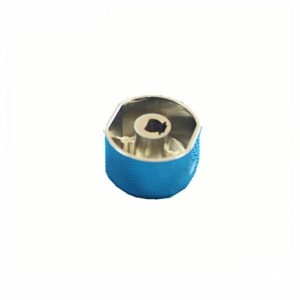
Ruostumattomasta teräksestä valmistettu kulmavalu: Tämän prosessin lopputuotteet ovat kulmavaluja, joita käytetään enimmäkseen kuljetuskonttien tehostamiseen. Niitä myydään kahdeksassa sarjassa.
Ruostumattomasta teräksestä valmistettu vahavalu: Tämä sisältää sulan ruostumattoman teräksen lisäämisen vahavaluihin. Kiinnitä sitten vahatut kuviot muotteihin. Tämän jälkeen vahamalli lämmitetään, jotta vaha sulaa, ja valuta se, kun muoto on valmis. Syy siihen, miksi tätä menetelmää kutsutaan kadonneeksi vahavaluksi, on se, että vaha poistetaan.
Pohjimmiltaan voit valmistaa kadonneet vahavalut kahdella tavalla: suoraan ja epäsuorasti. Ensin teet valut vahatuista kuvioista, kun taas jälkimmäiseen käytät kopioita vahakuvioista.
Ruostumattoman teräksen painevalu
Epäilemättä painevalut ovat monimutkaisia ja tarkkoja prosesseja, jotka tuottavat tarkan mittasuhteen ruostumattomasta teräksestä valmistettuja osia. Tässä menetelmässä käytetään uudelleenkäytettäviä muotteja, joita kutsutaan muotteiksi; siis nimi painevalu. Tämän lisäksi tässä valuprosessissa käytetään erilaisia laitteita, kuten painevalukoneita ja uuneja.
Pohjimmiltaan tämä valumenetelmä sisältää ruostumattoman teräksen sulatuksen uunissa korkeissa lämpötiloissa. Kaada sitten sula teräs muotteihin ja anna sen jäähtyä ja jähmettyä.
Saatavilla on kaksi painevalukonetta: Ensimmäinen on kuumakammiokone, joka tuottaa seoksia, joilla on alhainen sulamispiste. Viimeinen on kylmäkammiokone. Tämä on painevalukone, jota käytetään korkean sulamispisteen omaavien metalliseosten tuottamiseen.
Ruostumattoman teräksen sijoitusvalun edut
Eri seoksista valmistetut ruostumattomasta teräksestä valmistetut valukappaleet tarjoavat lukuisia etuja, kuten:
- Ylivoimainen korroosionkestävyys
- Koon joustavuus
- Tiukat toleranssitasot
- Lämmönkestävyys
- Kyky tuottaa monimutkaisia muotoja
- Se vaatii vähintään pinnan viimeistelyn valun jälkeen