Dos resinas plásticas diferentes se moldean juntas en un solo ciclo de mecanizado durante el proceso de moldeo por inyección doble, también conocido como tiro doble, tiro doble, tiro múltiple y sobremoldeo.
Se utiliza una técnica de fabricación de vanguardia llamada inyección doble, también conocida como moldeo de dos materiales, dos disparos o moldeo de dos K, para crear piezas moldeadas complejas a partir de dos materiales diferentes.
Durante el moldeo por inyección de dos disparos, controlamos cuidadosamente la inyección de numerosos materiales, incluidos dos tipos distintos de resina, en un solo molde de varias cámaras utilizando una técnica altamente especializada y automatizada.
Proceso de moldeo de dos disparos
Se utiliza una máquina de moldeo por inyección en el proceso de moldeo de dos disparos en el que se "sobremoldean" dos materiales en un ciclo de moldeo. La cantidad de material inyectado en la cavidad de moldeo se denomina "inyección".
En el moldeo por inyección de dos disparos, se moldea una primera sección y, una vez completada, se inyecta una segunda parte para crear la parte final del moldeado. Ambas piezas deben ser comparables (químicamente) para que el proceso de moldeo de dos disparos sea exitoso para que se produzca la unión.

Una pieza hecha de material duro se puede unir a una pieza hecha de material blando mediante moldeo por inyección de dos disparos. En un molde de dos cavidades, el procedimiento combina el moldeado de dos componentes. Puede mejorar significativamente el atractivo del producto en términos de tacto, color, etc. Hay muchas posibilidades de diseño diferentes con el moldeado de dos disparos.
La técnica de moldeo por inyección de dos disparos se divide en dos pasos. El primero implica una inyección de resina en un molde, que luego se enfría para crear un objeto sólido, muy parecido al moldeo por inyección tradicional.
El objeto recién moldeado se transporta a un segundo molde en la segunda etapa utilizando un plato giratorio o un brazo robótico. Según el diseño, a la pieza recién moldeada se le aplica una segunda inyección de resina en, a través o alrededor de áreas específicas del primer molde.
Tras la formación de un enlace molecular entre las dos resinas plásticas, el objeto moldeado de múltiples resinas se enfría y se expulsa.
Aunque el procedimiento es simple de comprender, dominarlo es un desafío. Incluso los errores más pequeños pueden resultar en pérdidas financieras significativas debido a los altos niveles de competencia técnica y atención al detalle requeridos, especialmente en circunstancias de fabricación de alto volumen.
Por eso es importante elegir un proveedor con habilidades excepcionales. Excelentes cuadros de mando de calidad del proveedor establecieron procesos para evitar que el flash, las líneas de flujo, los tiros cortos y los planes de respaldo aumenten la capacidad a medida que su empresa y sus necesidades de expansión de moldeo de dos tiros son cosas que debe buscar.
Este proceso hace que el moldeo de dos disparos sea ideal para interruptores, botones, cepillos de dientes y tapas para recipientes.
Aplicaciones de moldeo de dos tiros
Para artículos de plástico intrincados, de múltiples colores y de múltiples materiales, especialmente en circunstancias de fabricación de alto volumen, el moldeo por inyección de dos disparos es la mejor técnica de moldeo de plástico.
Además, el proceso de moldeo en dos tiros se aplica en el sector de la automoción para fabricar una amplia gama de productos y piezas. Otros artículos fabricados con el proceso de doble inyección incluyen herramientas para césped y jardín y equipo agrícola.
Las piezas moldeadas de dos disparos se utilizan en casi todas las industrias, desde bienes de consumo hasta la construcción, pero se usan con mayor frecuencia en situaciones que necesitan lo siguiente:
- partes o componentes que pueden moverse
- superficies rígidas con empuñaduras flexibles
- ya sea amortiguación acústica o vibración
- explicaciones superficiales o identificaciones
- componentes con varios materiales o colores
Idealmente, el proceso de moldeo por inyección de dos disparos se usa para piezas complejas que tienen múltiples componentes.
Beneficios del proceso de moldeo de dos tiros
Los polímeros plásticos se utilizan en una variedad de procesos de producción, como extrusión, moldeo termoestable por compresión y moldeo por inyección de dos disparos. Si bien cada uno es un método de fabricación factible, muchos fabricantes de plásticos utilizan este método debido a varias ventajas.
Para crear el primer segmento del producto, primero se inyecta un material en un molde. A esto le sigue una segunda inyección de un material secundario compatible con el primero. Hay varias razones por las que muchas empresas optan por producir plásticos o polímeros de esta manera.
Estos son algunos de los beneficios del proceso de moldeo de dos disparos:
Versátil
Los fabricantes de productos prefieren el moldeo por inyección de dos disparos para una variedad de aplicaciones, incluidas piezas interiores de automóviles, equipos médicos, herramientas y juguetes. Permite a los fabricantes mezclar una multitud de componentes y tonos para producir un producto robusto y estéticamente agradable.
Materiales como la silicona y los termoplásticos, el nailon y los elastómeros termoplásticos, o el nailon rígido y los materiales suaves al tacto son algunos ejemplos de materiales que pueden combinarse satisfactoriamente con este procedimiento.
Económico
Con el primer molde girado fuera del camino y el segundo molde colocado alrededor del producto para que el segundo termoplástico compatible pueda inyectarse en el segundo molde, el procedimiento de dos pasos solo requiere un ciclo de máquina.
El método produce más productos en cada corrida por menos dinero y requiere menos trabajadores para producir el producto completo, ya que utiliza un solo ciclo de máquina en lugar de múltiples ciclos de máquina. Además, garantiza una unión sólida entre los materiales, eliminando la necesidad de un montaje posterior.
Producto de alta calidad
La mayoría de los productos termoplásticos se benefician del moldeo por inyección de dos disparos de muchas maneras:
- Estética mejorada. Cuando los productos están hechos de plásticos o polímeros de diferentes colores, se ven mejor y son más atractivos para los consumidores. El producto parecerá más caro si se usa más de un color o textura.
- Mejor ergonomía. El método permite superficies suaves al tacto; así, los productos acabados pueden tener asas u otras secciones desarrolladas ergonómicamente. Esto es crucial para herramientas, equipos médicos y otros objetos portátiles.
- El sellado mejora cuando se utilizan polímeros de silicona y otros materiales gomosos para las juntas y otras piezas que necesitan un sellado hermético.
- Permite que los polímeros duros y blandos produzcan artículos del tamaño más pequeño que brindan una comodidad y utilidad excepcionales.
- En comparación con el sobremoldeado o los métodos de inserción más convencionales, puede reducir significativamente la cantidad de desalineaciones.
- Permite a los productores utilizar varios materiales que no se pueden unir de manera eficiente mediante otros procedimientos para crear patrones de moldes más complejos.
- La unión formada es increíblemente fuerte, lo que hace que el producto final sea más robusto, confiable y duradero.
El proceso de moldeo de dos disparos ayuda a los fabricantes a lograr productos de alta calidad.
Consolidación de piezas
El número de piezas en un conjunto terminado se reduce mediante el moldeo por inyección de dos disparos, lo que ahorra un promedio de USD$40K en gastos de desarrollo, ingeniería y validación por cada número de pieza aumentado.
Eficiente
Con el moldeo de dos disparos, se pueden moldear varios componentes con una sola herramienta, lo que requiere menos trabajo para producir sus piezas y no requiere soldadura ni unión posterior al moldeo de los componentes.
Tipos de estructuras de moldeo de dos tiros
Elegir y terminar con la estructura de molde adecuada es esencial para ahorrar costos y garantizar la calidad. Estos son algunos tipos de estructuras de moldeo por dos disparos:
Molde de dos disparos de palanca de núcleo
Debido a que no es necesario reubicar el núcleo y la cavidad del molde, el procedimiento de moldeo de múltiples disparos con alternancia de núcleo es el más simple. Alternativamente, cambiar el control deslizante alterará la geometría de la cavidad del molde.
La sustancia A se inyecta primero en la cavidad cuando la corredera está en su posición expandida durante el proceso de moldeo por inyección usando el molde de dos disparos de palanca central. Luego, tire del control deslizante hacia atrás para exponer una nueva área de la cavidad.
El espacio restante se llena moviendo el control deslizante después de inyectar el material B en la cavidad modificada a través de una compuerta diferente (sobre la boquilla del medio).
Luego, el componente de plástico se extrae del molde después del endurecimiento. Circuló en el mismo orden que el anterior para continuar con el moldeado.
Aunque el precio de la herramienta aumenta cuando se agrega un deslizador al molde, aún puede ser significativamente menos costoso que los moldes de placa giratoria o de eje giratorio. Lamentablemente, no puede hacer piezas de plástico intrincadas y multicolores.
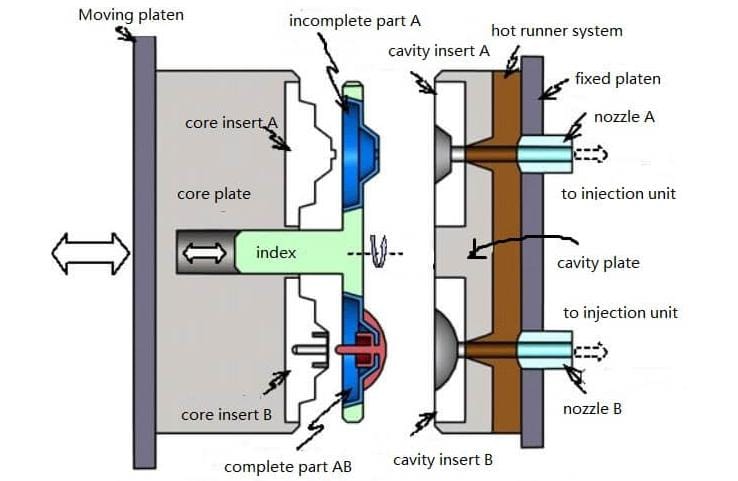
Molde de dos tiros de platina giratoria
En la línea central de la platina, que es paralela al eje de rotación, la placa del núcleo del molde tiene dos núcleos idénticos que son imágenes especulares entre sí. En la placa de cavidades unida al plato fijo se incluyen dos cavidades con varias geometrías.
El plato giratorio completa el cambio de las piezas moldeadas en cada ciclo, sin necesidad de cambios humanos.
El molde, que puede contener más materiales, solo se ve aquí con los dos materiales. Según la cantidad de material que se utilice, el plato giratorio se puede girar 90°, 120° o 180°. También se requiere una máquina de inyección específica para producir la rotación necesaria en el lado del núcleo.
Estructura de molde de dos disparos de balancín
Con un lado moviéndose hacia arriba, el otro lado moviéndose hacia abajo, y así sucesivamente, la estructura de losa se compone de dos lados que giran alrededor del centro. La mayoría de los diseños de moldes de teclado con números y letras utilizan la estructura de balancín.
La estructura contiene caracteres numéricos o alfabéticos cerrados como 0, 4, 8, A, B, D y O. El material secundario solo puede ingresar fácilmente a la región confinada cuando se usa una construcción de balancín, creando una apariencia encantadora.
La estructura de balancín funciona de la siguiente manera:
- Después de una inyección, se abre el molde.
- La varilla de empuje baja la aguja rota, lo que hace que el balancín gire alrededor del eje giratorio.
- La placa superior se empuja hacia arriba empujando el balancín, lo que hace que la aguja rota emerja del molde.
Se crea un agujero roto cuando la aguja sube por el borde de la parte sellada del producto primario. Para perforar el material secundario en el área cerrada del orificio roto, la aguja se mueve hacia abajo por el pasador de retorno de la placa fracturada durante el proceso de moldeo por inyección doble.
Estructura deslizante de cavidad
La cavidad del modelo masculino se desliza bajo la influencia del motor cuando se abre el molde después de una inyección. Se utiliza una distancia específica para alinear el molde con el molde maestro antes del segundo proceso de moldeo por inyección.
Factores a considerar al usar moldeado de dos tiros
Los siguientes factores se consideran cuando se utiliza moldeo por inyección doble:
Selección de materiales
La resistencia física, mecánica, química, térmica, eléctrica, inflamable y UV son todas consideraciones importantes al seleccionar un material para su componente. Deberá proporcionar respuestas a una serie de preguntas para enfocar su selección de material, que incluyen:
- ¿A qué tipo de temperaturas estará sujeto su producto?
- ¿Qué tan flexible o rígido necesita que sea el material para doblar?
- Resistencia al impacto: ¿Qué tan robusta debe ser su superficie?
- ¿Qué tan bien soporta grandes cargas en términos de resistencia a la compresión?
- ¿Estará el componente expuesto a los rayos UV, como los que se encuentran en el exterior?
- ¿Estará expuesta la pieza a productos químicos que afectarán su funcionamiento, especialmente con el tiempo?
- ¿Qué tipo de vida útil se requiere para la pieza?
Compatibilidad de materiales
Es fundamental tener en cuenta la química de los materiales al decidir cuáles utilizar para el moldeo de dos disparos. Mientras que algunos materiales se unen de manera imperfecta, otros funcionan bien juntos y crean una adhesión molecular sólida.
Realice una prueba de adhesión antes de comenzar la fabricación cuando la propiedad adhesiva de dos compuestos no esté clara. Cuando la unión es insuficiente, se pueden incorporar arreglos en el diseño, como socavaduras, ranuras o hombros, para aumentar la adhesión y unir los dos compuestos.
Se revisa una tabla de compatibilidad de materiales para determinar qué polímeros se unirán entre sí y qué polímeros son incompatibles. Además, elimina la posibilidad de contaminación, que es un problema cuando se utilizan dos moldes diferentes.
Además, en comparación con la producción de un producto o pieza idénticos utilizando dos procesos de moldeo diferentes, el procedimiento de moldeo de dos disparos da como resultado una unión mucho más fuerte. La capacidad de fabricar artículos de plástico multicolor utilizando el método de moldeo de dos disparos es una de las ventajas adicionales del proceso sobre la pintura, que puede perder su eficacia con el tiempo.
Puede crear elementos más útiles y sofisticados utilizando el enfoque de dos tomas. Además, el plástico más blando puede mezclarse con plástico duro. El producto tiene una integridad significativamente mayor. Los productos de moldeo de plástico de dos disparos suelen ser mucho más duraderos y resistentes a los golpes.
El método también es excelente para fabricar manijas blandas para equipos eléctricos, sellos y juntas de aire acondicionado y superficies antideslizantes. Con este método, se pueden crear logotipos que, a diferencia de los logotipos pintados, nunca se desvanecerían.
Apagados
Para formar orificios, elementos a presión y orificios pasantes largos, el molde cierra estos lugares para evitar que el plástico fluya hacia esos lugares.
En estas situaciones, las dos mitades del molde se sellan entre sí. Debido a esto, las caras de sellado del molde pueden abrirse y cerrarse sin colisionar entre sí. De tres a cinco grados debe ser el ángulo de inclinación mínimo. Cuanto más viva el moho, mayor será la limpieza y mayor la corriente de aire.
Tipo de puerta
La resina derretida ingresa a la cámara del molde a través de un canal de compuerta cuando se utiliza el moldeo por inyección. Para lograr las proporciones ideales de la pieza y el aspecto estético mientras se evita la deformación, se debe tener en cuenta el tipo de compuerta, el diseño y la ubicación.
Las compuertas de lengüeta y canal caliente son los dos tipos de compuertas que se utilizan con mayor frecuencia en el moldeo por inyección:
- Las puertas más populares y eficientes son las puertas de pestañas; sin embargo, debido a que son tan sencillos, es posible que no sean apropiados para sus necesidades.
- Las puertas de punta caliente cuentan con pequeñas aberturas elípticas. La resina se mantiene lo suficientemente caliente para pasar a través del estrecho orificio de la puerta por el calentador controlado por termostato conectado a la parte posterior del molde.
Enlace químico molecular
Para que sea posible una unión molecular fuerte, su sustrato y la resina de segunda inyección idealmente deberían ser químicamente compatibles. La pata o superficie más larga es ideal para la unión entre las dos resinas. El segundo disparo es casi imposible de eliminar seleccionando los materiales y el diseño de juntas ideales.
Incluso cuando se puede lograr una unión química de alto nivel, recomendamos encarecidamente utilizar una unión mecánica adecuada si la unión es importante para su aplicación.
Ubicación de la puerta
Esto es esencial para producir cosméticos de superficie sólida y un molde homogéneo. En el moldeo por inyección de un solo disparo, la masa fundida puede ingresar a través de la parte más gruesa de la abertura antes de fluir hacia las áreas más pequeñas, gracias a la ubicación de la compuerta.
Sugerencias para el moldeado de dos disparos
Aquí hay algunas recomendaciones para el moldeo de dos tiros:
Numero 1
El plástico blando se moldea por segunda vez después de haber sido moldeado primero como plástico duro. La primera vez es transparente; la segunda vez no lo es. El primer moldeado se realiza con un plástico de alta temperatura, mientras que el doble moldeado se realiza con un plástico de baja temperatura.
Número 2
Pruebe el molde para crear un producto terminado antes de la producción real.
Numero 3
Antes de hacer el molde, encuentre todos los posibles defectos y arréglelos.
Número 4
Tenga en cuenta la contracción de los dos materiales. En términos generales, el material que se crea inicialmente afecta la contracción.
Número 5
Solo se puede administrar una segunda inyección una vez que la primera haya hecho efecto por completo.
Número 6
Para evitar daños durante el proceso de moldeado, tenga en cuenta la posición moldeada.
Numero 7
Permita que el borde de la primera pieza moldeada por inyección sea excesivamente grande. Esto asegura que la segunda inyección tendrá una presión más alta.
Numero 8
Verifique que los parámetros de la unidad de inyección proporcionen la presión, el caudal y la capacidad de refrigeración necesarios.
Número 9
Asegúrese de que la integridad estructural de la primera pieza moldeada pueda sobrevivir a la presión de inyección del segundo moldeado.
Conclusión
Las personas que no están familiarizadas con el moldeo por inyección de dos disparos pueden pensar que es difícil. Implica un segundo material y procedimiento, lo que agrega otro factor a la creación de componentes, pero es relativamente fácil.
El moldeo de dos disparos se puede realizar con platina giratoria, núcleo móvil o sobremoldeado, entre otras opciones. Los dos primeros requieren dos procesos, dos sistemas de corredores y una segunda unidad de inyección.
Este último suele utilizar dos moldes diferentes, uno para cada material, pero también se puede realizar con un solo molde, dos sistemas de corredera y transferencia de piezas manual o automatizada pick-and-place.






{kind=link}
{kind=link}