Warum ist das Kühlen einer Form wichtig?
Um die Stückkosten beim Spritzgießen niedrig zu halten, ist es in hohem Maße wichtig, die Zykluszeit zu verkürzen, die vom Einspritzen des Kunststoffs bis zum Auswerfen des Teils reicht.
Eine effiziente Kühlung ist von entscheidender Bedeutung, da die Teile auf 80% ihrer Wärmeformbeständigkeitstemperatur (HDT) abkühlen müssen, um Verformungen oder Defekte zu vermeiden. Zudem müssen die Kühlkanäle strategisch platziert werden, um eine gleichmäßige und schnelle Wärmeübertragung durch turbulente Strömung sicherzustellen.
Eine mangelhafte Kühlung kann zu inneren Spannungen, Oberflächendefekten und Maßabweichungen führen, was letztlich zu höheren Ausschussraten und höheren Kosten führt.
Hier ist eine Tabelle, die Ihnen bei der Auswahl zwischen konformer Kühlung und herkömmlicher Kühlung hilft:
| Aspekt | Konforme Kühlung | Traditionelle Kühlung |
|---|---|---|
| Design | Folgt der Kontur der Formkavität und des Kerns. | Verwendet gerade, gebohrte Kühlkanäle. |
| Kühleffizienz | Hocheffiziente, gleichmäßige Kühlung über das gesamte Teil. | Weniger effizient; ungleichmäßige Kühlung bei komplexen Geometrien. |
| Zykluszeit | Reduziert die Zykluszeit erheblich. | Längere Zykluszeit aufgrund weniger effizienter Kühlung. |
| Komplexität | Erfordert fortschrittliches Design und Fertigung (z. B. 3D-Druck). | Einfach und unkompliziert zu entwerfen und herzustellen. |
| Teilequalität | Minimiert Verzug, Einfallstellen und Eigenspannungen. | Höheres Risiko von Verformungen und Defekten bei komplexen Teilen. |
| Anwendungen | Ideal für komplexe Geometrien und Großserienproduktion. | Geeignet für einfachere Teile und Kleinserienproduktion. |
| Wartung | Möglicherweise ist eine spezielle Wartung erforderlich. | Einfacher zu warten und zu reparieren. |
| Materialverträglichkeit | Funktioniert gut mit einer Vielzahl von Materialien. | Funktioniert gut mit Standardmaterialien. |
| Werkzeuglebensdauer | Potenziell länger durch gleichmäßige Kühlung. | Kürzere Werkzeuglebensdauer bei Anwendungen mit hoher Beanspruchung. |
Überblick über die konforme Kühlung
Konforme Kühlung ist eine spezielle Kühltechnik, die hauptsächlich bei Spritzgussverfahren eingesetzt wird.
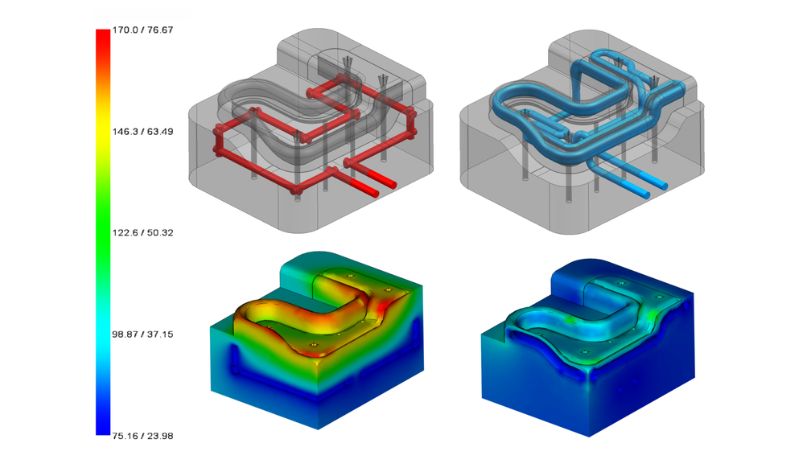
Im Gegensatz zu herkömmlichen Kühlkanälen, die geraden Linien folgen, sind konforme Kühlkanäle so konzipiert, dass sie der exakten Form folgen oder sich an die Geometrie des zu formenden Teils „anpassen“.
Das Grundprinzip ist einfach, aber wirkungsvoll: Durch die Platzierung der Kühlkanäle näher an der Wärmequelle und entlang der Konturen des Bauteils wird die Wärmeübertragung effizienter. Diese Kanäle werden typischerweise mithilfe additiver Fertigungsverfahren wie 3D-Druckverfahren hergestellt, die komplexe Innenstrukturen ermöglichen.
Diese Kühlmethode hat ihren Namen, weil sich die Kühlpfade buchstäblich an die Konstruktion des Teils „anpassen“, anstatt das Teil zu zwingen, mit geradlinigen Kühlpfaden zu arbeiten. Dadurch wird eine gleichmäßigere Kühlung in der gesamten Form gewährleistet, Hotspots werden reduziert und die Temperaturkontrolle insgesamt verbessert.
Vorteile der konturnahen Kühlung
Erstens können die Zykluszeiten deutlich reduziert werden. Durch die gleichmäßigere und effizientere Wärmeübertragung kühlen die Teile schneller ab und können früher ausgeworfen werden.
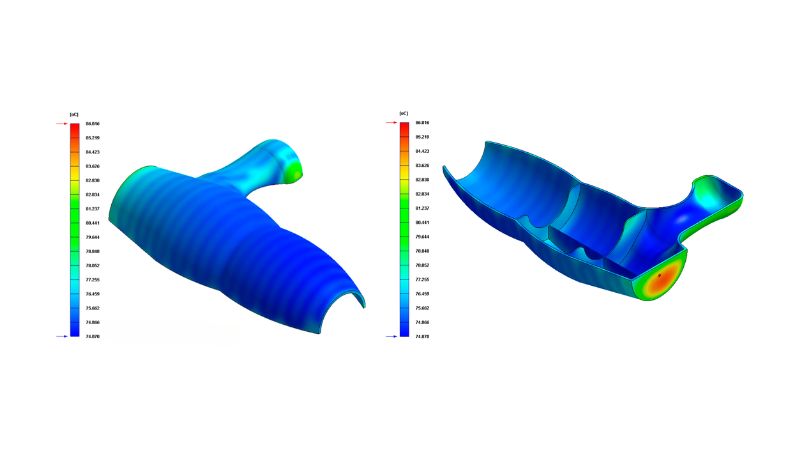
Auch die Teilequalität verbessert sich deutlich. Durch die gleichmäßigere Kühlung treten weniger Defekte wie Verzug, Einfallstellen und innere Spannungen auf. Dies führt zu gleichmäßigeren Teileabmessungen und einer besseren Oberflächengüte.
Auch die Produktionseffizienz steigt. Dank der kürzeren Zykluszeiten können Sie in der gleichen Zeit mehr Teile produzieren und so Ihre Gesamtproduktivität steigern.
Ein weiterer Vorteil ist die Langlebigkeit der Form. Eine gleichmäßigere Kühlung reduziert die thermische Belastung der Form selbst und verlängert so potenziell ihre Lebensdauer. Zwar sind die Anschaffungskosten für die konturnahe Kühlung höher, doch die langfristigen Einsparungen durch schnellere Zyklen und hochwertigere Teile sorgen oft für eine hervorragende Kapitalrendite.
Herkömmliche Kühlsysteme verstehen
Konventionelle Kühlsysteme sind seit Jahrzehnten der Industriestandard im Kunststoffspritzguss.
Konventionelle Kühlung basiert typischerweise auf geradlinigen, gebohrten Kanälen, die parallel zur Formoberfläche verlaufen. Diese Kanäle enthalten Wasser oder andere Kühlmittel, die während des Einspritzvorgangs Wärme aus dem geschmolzenen Kunststoff aufnehmen. Das Kühlmittel fließt in einem Kreislauf durch diese Kanäle und führt dabei Wärme ab.
Die meisten konventionellen Systeme verwenden ein Netzwerk dieser geraden Kanäle, die durch Stopfen und Verteiler verbunden sind. Die Konstruktion wird durch die Bohrtechnik eingeschränkt, die nur gerade Wege erzeugen kann. Wasser tritt durch Einlassöffnungen in die Form ein, fließt durch die Kühlkanäle und tritt durch Auslassöffnungen aus.
Herausforderungen bei konventionellen Methoden
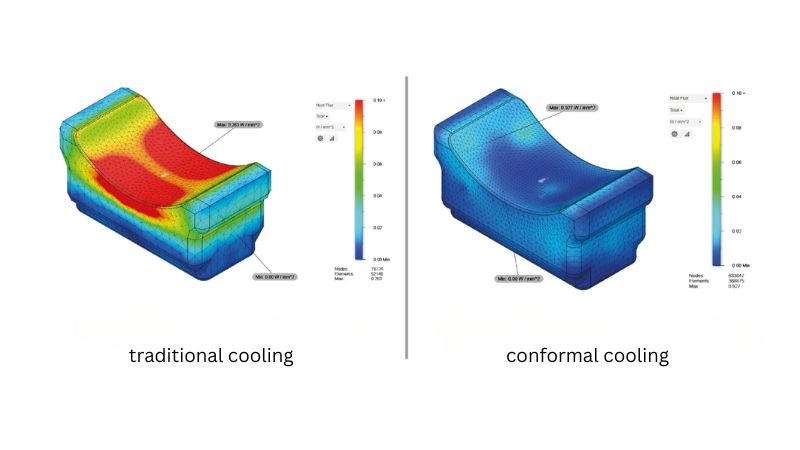
Trotz ihrer weiten Verbreitung stoßen konventionelle Kühlsysteme auf erhebliche Einschränkungen. Die größte Herausforderung besteht darin, dass geradlinige Kühlkanäle den Konturen komplexer Teilegeometrien nicht folgen können. Dies führt zu einer ungleichmäßigen Kühlung mit Hotspots in Bereichen, die für die Kühlkanäle unerreichbar sind.
Bei konventioneller Kühlung verlängern sich die Zykluszeiten, da die Wärmeabfuhr weniger effizient ist. Teile können unterschiedlich schnell abkühlen, was zu Qualitätsproblemen wie Verzug, Einfallstellen und inneren Spannungen führen kann.
Ein weiteres Problem ist die eingeschränkte Möglichkeit, Kühlkanäle in der Nähe kritischer Elemente zu platzieren. Bei komplexen Teilen sind manche Bereiche weit von Kühlkanälen entfernt. Diese Entfernung verringert die Kühleffizienz und verlängert die Produktionszeiten.
Vergleichende Analyse von Kühltechniken
Qualität der Endprodukte
Konforme Kühlkanäle folgen der exakten Form des Teils und sorgen für eine gleichmäßigere Kühlung in der gesamten Form
Untersuchungen zeigen, dass mit konturnahen Kanälen gekühlte Teile eine um ca. 1601 TP3T höhere Wärmeabfuhr aufweisen als solche mit konventionellen Systemen. Das bedeutet, dass Ihre Teile eine bessere Maßgenauigkeit und Oberflächengüte aufweisen.
Qualitätsvergleich:
- Konform: Gleichmäßigere Kühlung, weniger Defekte, bessere Dimensionsstabilität
- Konventionell: Ungleichmäßiges Abkühlverhalten, höheres Risiko von Verzug und Einfallstellen
Zykluszeiteffizienz
Durch die Anpassung an die Geometrie des Teils leiten diese Kanäle die Wärme effizienter ab. Dadurch erreicht Ihre Form schneller die optimale Entformungstemperatur als bei herkömmlicher Kühlung.
Studien zeigen, dass sich die Zykluszeit durch die Umstellung auf konturnahe Kühlung um 15-40% verkürzt. Bei der Massenproduktion bedeutet dies im Laufe der Zeit erhebliche Produktivitätssteigerungen.
Für einfache Teile reicht Ihre herkömmliche Kühlanlage möglicherweise aus, mit zunehmender Komplexität vergrößert sich die Effizienzlücke jedoch dramatisch.
Technologische Fortschritte bei der konturnahen Kühlung
Innovationen im 3D-Druck
Mit dem 3D-Metalldruck, insbesondere dem selektiven Laserschmelzen (SLM), können Sie Formen mit Kühlkanälen herstellen, die der exakten Form Ihres Teils folgen. Mit herkömmlichen Bohrverfahren war dies nicht möglich.
Auch die Genauigkeit von 3D-Druckern hat sich verbessert. Moderne Maschinen können Kanäle mit sehr präzisen Abmessungen erzeugen, manchmal mit einem Durchmesser von nur 0,5 mm.
Entwicklungen in der Materialwissenschaft
Neue Materialien haben die konturnahe Kühlung effektiver und langlebiger gemacht. Hochleitfähige Kupferlegierungen können Wärme bis zu fünfmal schneller abführen als herkömmliche Formstähle.
Mittlerweile sind Verbundwerkstoffe erhältlich, die eine gute Wärmeübertragung mit hervorragender Verschleißfestigkeit verbinden. Diese Materialien halten in Produktionsumgebungen länger und behalten gleichzeitig die Kühlleistung.
Oberflächenbehandlungen wie spezielle Beschichtungen verhindern Korrosion und Ablagerungen in den Kühlkanälen. Dadurch bleibt Ihr Kühlsystem länger effizient.
Einige neuere Materialien können sogar „abgestuft“ werden – das heißt, sie weisen in verschiedenen Bereichen derselben Form unterschiedliche Eigenschaften auf. So kann die Formoberfläche beispielsweise eine hohe Verschleißfestigkeit aufweisen, in der Nähe der Kühlkanäle jedoch eine ausgezeichnete Wärmeleitfähigkeit.
Diese Materialfortschritte machen konturnahe Kühlsysteme auf lange Sicht zuverlässiger und kostengünstiger.
Fallstudien zur Implementierung von konturnaher Kühlung
Anwendungen in der Automobilindustrie
BMW implementierte konturnahe Kühlung in seinen Motorkomponentenformen und konnte die Zykluszeit um 28% verkürzen. Dadurch konnte das Unternehmen mehr Teile pro Tag produzieren und gleichzeitig hervorragende Qualitätsstandards einhalten.
Toyota verwendete konturnahe Kühlkanäle für die Gestaltung seiner Armaturenbrettformen. Die Ergebnisse waren beeindruckend:
- 40% schnellere Abkühlzeiten
- 25% weniger Verzug in Fertigteilen
- Konstantere Teilequalität über alle Produktionsläufe hinweg
Die Ford Motor Company meldete nach der Umstellung auf konturnahe Kühlung in der Türverkleidungsproduktion Energieeinsparungen von 15-20%. Die Ingenieure stellten fest, dass die verbesserte Temperaturregelung auch die Ausschussrate um fast ein Drittel reduzierte.
Die Implementierung der Technologie bei Stoßfängerkomponenten durch GM beseitigte Hotspots, die zuvor Qualitätsprobleme verursachten. Ähnliche Verbesserungen sind bei der Anwendung dieser Technologie auf komplexe Automobilteile zu erwarten.
Energieverbrauch
Konforme Kühlkanäle reduzieren die Zykluszeiten im Vergleich zur herkömmlichen Kühlung um bis zu 40%.
Wenn Ihre Formen effizienter kühlen, benötigen Sie weniger Strom zum Betrieb von Spritzgussmaschinen und Kühlsystemen.
Für eine mittelgroße Produktionsanlage können sich diese Energieeinsparungen auf Tausende von Dollar pro Jahr summieren.
Reduzierung von Materialabfällen
Die konturnahe Kühlung sorgt für gleichmäßigere Temperaturen auf den Formoberflächen. Diese Konsistenz führt zu weniger Defekten wie Verzug, Einfallstellen und Fehlschüssen in Ihren fertigen Produkten.
Wenn Sie weniger fehlerhafte Teile produzieren, werfen Sie weniger Material weg.
Weniger Abfall bedeutet:
- Reduzierter Rohstoffeinkauf
- Geringere Entsorgungskosten
- Geringere Umweltbelastung
- Bessere Nutzung wertvoller Ressourcen






{kind=link}
{kind=link}